用于铆接安装管件的支架以及电加热管-支架组装结构的制作方法
本技术涉及管件的安装技术,特别涉及用于铆接安装管件的支架以及电加热管-支架组装结构。
背景技术:
1、长形或弧形的管件无论直径大小,只要涉及到固定安装,除了特殊情况下的焊接和捆扎安装方式,通常都需要用到支架。根据管件直径和材质的不同,支架也有很多形式可选。最常见的是管箍或卡箍,有半圆形或圆形可选;由于拆装方便,应用十分广泛。
2、在烤箱、热水器等设有电加热管的家用电器中,也同样涉及到针对电加热管的固定。对于管径尺寸较小的电加热管,通常采用点式焊接的方式进行固定。更多采用的,则是使用半圆形卡箍配合螺钉固定,或者采用单排齿条支架进行限位安装。
3、随着人们对烹饪要求越来越高,大功率的烤箱或热水器等设备更能满足市场需求的变化。因此,这些设备中通常都会在同一维度上配置三层甚至更多层的电加热管。由于功率大、发热量大,多层加热管的应力分布也会不一致。现有的点式焊接、卡箍配合螺钉、单排齿条支架等形式的安装方式,显然无法满足这一场景的要求。在实际使用中,很容易出现相邻加热管由于应力变化脱离支架、导致相互靠近甚至搭牢的情况发生,造成局部过热等设备故障。
4、因此,有必要对现有的管件支架及安装结构做进一步的优化和改进。
技术实现思路
1、本实用新型要解决的技术问题是,克服现有技术中的不足,提供一种用于铆接安装管件的支架以及电加热管-支架组装结构。
2、为解决技术问题,本实用新型的解决方案是:
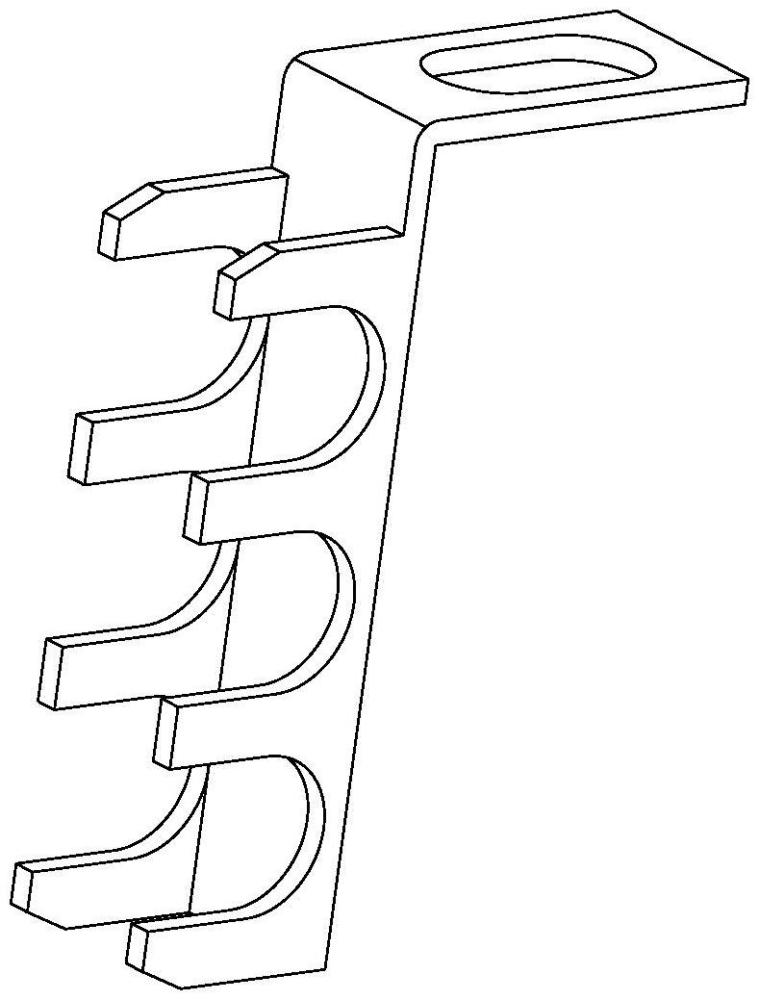
3、提供一种用于铆接安装管件的支架,该支架具有以薄型板材经冲压切割和折弯加工形成的一体式结构,包括位于中间的条形底板和位于两侧的齿板;在每个齿板的边缘相间地设有多个齿形孔,其底部具有与管件截面外形适配的形状,相邻的齿形孔之间具有条形的齿间卡爪;两条齿板上的齿形孔沿条形底板对称地布置,将管件嵌入任意一组齿形孔后,能将其两侧的齿间卡爪压弯实现对管件的钳合,使管件垂直交叉地安装在支架上。
4、作为进一步的改进,在条形底板上设有安装孔。
5、作为进一步的改进,所述条形底板的端部具有延伸的安装底板,在安装底板上设有安装孔;条形底板与安装底板是一体式结构,且经弯折加工形成。
6、作为进一步的改进,所述安装底板与条形底板呈直角形夹角。
7、作为进一步的改进,在条形底板的两端分别设有安装底板。
8、作为进一步的改进,所述齿形孔的底部形状为半圆形,齿形孔两侧开口尺寸与该半圆形直径相等。
9、作为进一步的改进,沿齿形孔的开口方向,以齿间卡爪顶端至齿形孔底边的最大尺寸作为齿间卡爪的长度l;假设齿形孔的开口宽度为l,则:1.5l≥l≥l;齿间卡爪的平均宽度w满足:3.5mm≥w≥1.5mm。
10、作为进一步的改进,齿间卡爪的顶端边角具有弧形过渡。
11、本实用新型进一步提供了一种电加热管-支架组装结构,包括一根或多根电加热管,以及所述的用于铆接安装管件的支架;将电加热管嵌入任意一组齿形孔后,能将其两侧的齿间卡爪压弯实现对电加热管的钳合,使其垂直交叉地安装在支架上。
12、作为进一步的改进,当电加热管有多根时,对向弯折或反向弯折各组间的齿间卡爪,使最终组装结构形成交替错位的钳合效果。
13、与现有技术相比,本实用新型的有益效果是:
14、1、本实用新型的支架具有成本低廉、适于批量生产的优势。
15、2、利用铆接工艺能够使齿间卡爪对齿形孔中的管件加以钳合,实现稳固连接;利用多齿形孔的设计,可以进一步对多根管件进行同时固定安装。因此,该产品具有安装方便、结构高效、铆接牢固、不易错位的优点。
16、3、在对多层或多根管件进行同时固定安装时,利用交错钳合的方式能够进一步提高安装稳固性,在使用过程中管件不易错位。
17、4、相较于现有技术中桥接片焊接的工艺,该产品可以避免漏焊,焊破,虚焊的风险;相较于现有技术中的其它类型支架,该产品可以完成多个支架与管件的铆接工序。因此,本实用新型能够极大提高安装效率、优化加工工时、降低制造成本。
技术特征:
1.一种用于铆接安装管件的支架,其特征在于,该支架具有以薄型板材经冲压切割和折弯加工形成的一体式结构,包括位于中间的条形底板和位于两侧的齿板;在每个齿板的边缘相间地设有多个齿形孔,其底部具有与管件截面外形适配的形状,相邻的齿形孔之间具有条形的齿间卡爪;两条齿板上的齿形孔沿条形底板对称地布置,将管件嵌入任意一组齿形孔后,能将其两侧的齿间卡爪压弯实现对管件的钳合,使管件垂直交叉地安装在支架上。
2.根据权利要求1所述的用于铆接安装管件的支架,其特征在于,在条形底板上设有安装孔。
3.根据权利要求1所述的用于铆接安装管件的支架,其特征在于,所述条形底板的端部具有延伸的安装底板,在安装底板上设有安装孔;条形底板与安装底板是一体式结构,且经弯折加工形成。
4.根据权利要求3所述的用于铆接安装管件的支架,其特征在于,所述安装底板与条形底板呈直角形夹角。
5.根据权利要求3所述的用于铆接安装管件的支架,其特征在于,在条形底板的两端分别设有安装底板。
6.根据权利要求1至5任意一项所述的用于铆接安装管件的支架,其特征在于,所述齿形孔的底部形状为半圆形,齿形孔两侧开口尺寸与该半圆形直径相等。
7.根据权利要求1至5任意一项所述的用于铆接安装管件的支架,其特征在于,沿齿形孔的开口方向,以齿间卡爪顶端至齿形孔底边的最大尺寸作为齿间卡爪的长度l;假设齿形孔的开口宽度为l,则:1.5l≥l≥l;齿间卡爪的平均宽度w满足:3.5mm≥w≥1.5mm。
8.根据权利要求1至5任意一项所述的用于铆接安装管件的支架,其特征在于,齿间卡爪的顶端边角具有弧形过渡。
9.一种电加热管-支架组装结构,其特征在于,包括一根或多根电加热管,以及权利要求1中所述的用于铆接安装管件的支架;将电加热管嵌入任意一组齿形孔后,能将其两侧的齿间卡爪压弯实现对电加热管的钳合,使其垂直交叉地安装在支架上。
10.根据权利要求9所述的电加热管-支架组装结构,其特征在于,当电加热管有多根时,对向弯折或反向弯折各组间的齿间卡爪,使最终组装结构形成交替错位的钳合效果。
技术总结
本技术涉及管件安装技术,旨在提供一种用于铆接安装管件的支架以及电加热管‑支架组装结构。该支架具有以薄型板材经冲压切割和折弯加工形成的一体式结构,包括位于中间的条形底板和位于两侧的齿板;在每个齿板的边缘相间地设有多个齿形孔,其底部具有与管件截面外形适配的形状,相邻的齿形孔之间具有条形的齿间卡爪;两条齿板上的齿形孔沿条形底板对称地布置,将管件嵌入任意一组齿形孔后,能将其两侧的齿间卡爪压弯实现对管件的钳合,使管件垂直交叉地安装在支架上。该产品具有成本低廉、适于批量生产的优势;利用铆接工艺能对管件加以钳合,实现稳固连接;利用交错钳合的方式能够进一步提高安装稳固性,在使用过程中管件不易错位。
技术研发人员:李许,褚艺光,李夏敏
受保护的技术使用者:嘉兴佐帕斯工业有限公司
技术研发日:20231110
技术公布日:2024/6/20
- 还没有人留言评论。精彩留言会获得点赞!