一种阀体结构以及阀体结构的制造方法与流程
本发明属于阀体加工,涉及一种阀体结构以及阀体结构的制造方法。
背景技术:
1、阀门是用来开闭管路、控制流向、调节和控制输送介质的参数(温度、压力和流量)的管路附件;例如节流阀,节流阀是通过改变节流截面或节流长度以控制流体流量的阀门,其中阀体是节流阀最主要的部件,其对节流阀的节流效果起着主导作用。
2、现有一部分节流阀的阀体由上阀体和下阀体组成,这种阀体的结构相对比较复杂,且加工成型时难度极大,上阀体与下阀体通过轴和孔的结构连接在一起且两者过盈配合,装配在一起后通过铰刀在上阀体内成型出竖孔,竖孔需要与下阀体内的连接孔连通且两者的同心度需要控制在设定范围内,阀体的加工时的难点在于:上阀体和下阀体的装配难度较大且无法保证两者的装配强度,所以阀体在承受高压时上阀体和下阀体的连接处可能会出现渗漏情况,上阀体开设的竖孔与下阀体连接孔的同心度难以保证,生产效率较低且产品质量存在较大的提升空间。
技术实现思路
1、本发明的目的是针对现有技术存在的上述问题,提出了一种阀体结构以及阀体结构的制造方法。
2、本发明的目的可通过下列技术方案来实现:一种阀体结构,包括:
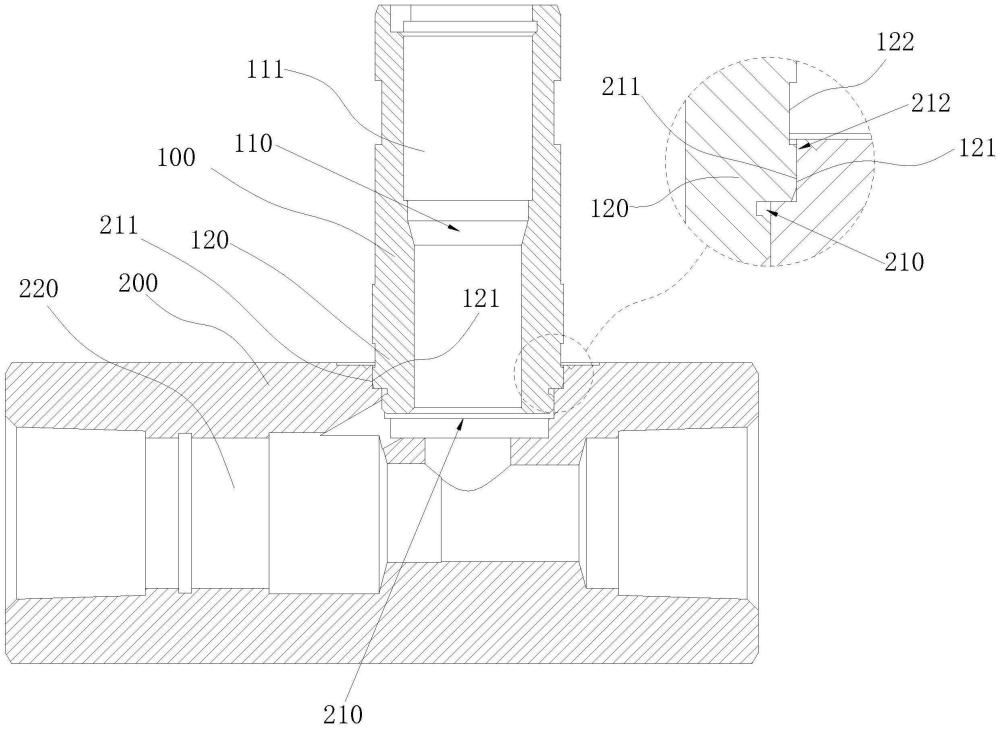
3、上阀体,所述上阀体设置有竖孔,所述上阀体的一端为连接端,所述连接端的外周面设置有外螺纹部;
4、下阀体,所述下阀体设置有连接孔,所述连接孔的孔壁设置有内螺纹部,所述连接端插入所述连接孔,所述竖孔与所述连接孔连通,所述内螺纹部与所述外螺纹部螺纹连接,所述连接孔与所述连接端过渡配合或者间隙配合;
5、当所述连接孔的孔壁经过收压后,所述连接孔与所述连接端过盈配合致使所述上阀体与所述下阀体固定连接。
6、较佳的,所述连接孔靠近所述下阀体表面的端口处设置为收压部,所述收压部与所述连接端过渡配合或者间隙配合;当所述连接孔的孔壁经过收压后,所述收压部与所述连接端过盈配合。
7、较佳的,所述连接端的外周面开设有环形槽,并且所述连接端通过所述环形槽形成阶梯轴结构;当所述连接孔的孔壁经过收压后,所述连接孔靠近所述下阀体表面的孔壁处卡住所述环形槽。
8、较佳的,所述竖孔远离所述下阀体的一端设置为螺纹孔部。
9、较佳的,所述下阀体还设置有横孔,所述连接孔与所述横孔连通。
10、较佳的,所述上阀体的外周面设置有扳手卡槽。
11、一种阀体结构的制造方法,用于制造所述的阀体结构,包括步骤如下:
12、s1:单独对上阀体和下阀体进行精加工,上阀体加工成型出竖孔,在上阀体的连接端外周面加工出外螺纹部,下阀体加工成型出连接孔,在下阀体的连接孔的孔壁处加工出内螺纹部;
13、s2:组装上阀体与下阀体,由于连接孔和连接端过渡配合或者间隙配合,所以先将上阀体的连接端插入连接孔内,然后转动上阀体以使外螺纹部和内螺纹部螺纹连接;
14、s3:对下阀体进行收压,收压时连接孔的孔壁发生形变并向内收紧,连接孔的孔壁经过收压后连接孔与连接端过盈配合,从而使上阀体和下阀体固定在一起。
15、较佳的,在步骤s3中,连接孔的孔壁在收压时,连接孔靠近下阀体表面的孔壁处发生形变并卡住连接端的环形槽从而使连接孔的孔壁与环形槽卡接。
16、较佳的,在步骤s3中,通过收压工装配合压机对连接孔的孔壁进行收压,压机通过收压工装挤压下阀体在连接孔周围的部分从而使连接孔的孔壁向内收紧并缩小收压部的孔径。
17、较佳的,收压工装设置为管状结构,收压工装的一端具有刃口并且另一端与压机连接,收压工装的刃口与下阀体的表面接触并且收压工装的刃口环绕于连接孔的端口处;收压时压机对收压工装施加压力以使刃口挤压下阀体表面上连接孔周围的部分,从而使连接孔的孔壁向内收紧。
18、与现有技术相比,本发明的有益效果为:
19、1、降低了上阀体和下阀体装配的难度并能够保证两者的装配强度,上阀体和下阀体的连接处不易在高压下出现渗漏情况,并且能够保证竖孔和连接孔的同心度,大幅度提高了生产效率以及产品的质量。
20、2、收压部即连接孔的端口位置,当收压工装挤压收压部周围的部分时,收压部产生形变并向内收紧,经过收压后的收压部孔径变小,从而与连接端的上部过盈配合,这样既能够使收压部箍紧连接端,又能够消除收压部与连接端之间的间隙以避免油液渗漏。
21、3、连接端通过环形槽形成阶梯轴结构,当连接孔的孔壁收压后发生形变并扣住环形槽,使得上阀体和下阀体结合地更加牢固,极大地提高了阀体结构耐受高压的能力和密封性。
22、4、由于上阀体是圆周面,扳手容易与上阀体的表面打滑,所以特地设置了扳手卡槽,扳手可以通过扳手卡槽卡住上阀体,然后通过扳手拧动上阀体转动以将上阀体装配在下阀体上。
23、5、制造方法的优点在于:(1)、可以单独对上阀体和下阀体进行精加工,所以竖孔、连接孔以及横孔的尺寸精度可以控制的比较好,无需在上阀体和下阀体组装完成后再加工竖孔,便于竖孔的加工;(2)、上阀体和下阀体通过内螺纹部与外螺纹部实现螺纹连接从而使上阀体和下阀体初步装配在一起,确保了竖孔和连接孔的同心度;(3)、连接孔和连接端过渡配合或者间隙配合,所以上阀体和下阀体在装配时难度较低;(4)、装配时比较方便,阀体结构在加工时只需要将连接端拧入连接孔内然后进行收压即可,极大地提高了生产效率;(5)、在收压完成后连接孔和连接端过盈配合,确保阀体结构在承受高压工况的情况下不会出现漏油或者渗油的情况,从而提高产品的质量。
技术特征:
1.一种阀体结构,其特征在于,包括:
2.如权利要求1所述的一种阀体结构,其特征在于:所述连接孔(210)靠近所述下阀体(200)表面的端口处设置为收压部(212),所述收压部(212)与所述连接端(120)过渡配合或者间隙配合;当所述连接孔(210)的孔壁经过收压后,所述收压部(212)与所述连接端(120)过盈配合。
3.如权利要求1所述的一种阀体结构,其特征在于:所述连接端(120)的外周面开设有环形槽(122),并且所述连接端(120)通过所述环形槽(122)形成阶梯轴结构;当所述连接孔(210)的孔壁经过收压后,所述连接孔(210)靠近所述下阀体(200)表面的孔壁处卡住所述环形槽(122)。
4.如权利要求1所述的一种阀体结构,其特征在于:所述竖孔(110)远离所述下阀体(200)的一端设置为螺纹孔部(111)。
5.如权利要求1或4所述的一种阀体结构,其特征在于:所述下阀体(200)还设置有横孔(220),所述连接孔(210)与所述横孔(220)连通。
6.如权利要求1所述的一种阀体结构,其特征在于:所述上阀体(100)的外周面设置有扳手卡槽(130)。
7.一种阀体结构的制造方法,其特征在于,用于制造如权利要求1-6任意一项所述的阀体结构,包括步骤如下:
8.如权利要求7所述的一种阀体结构的制造方法,其特征在于:在步骤s3中,连接孔(210)的孔壁在收压时,连接孔(210)靠近下阀体(200)表面的孔壁处发生形变并卡住连接端(120)的环形槽(122)从而使连接孔(210)的孔壁与环形槽(122)卡接。
9.如权利要求7所述的一种阀体结构的制造方法,其特征在于:在步骤s3中,通过收压工装(300)配合压机对连接孔(210)的孔壁进行收压,压机通过收压工装(300)挤压下阀体(200)在连接孔(210)周围的部分从而使连接孔(210)的孔壁向内收紧并缩小收压部(212)的孔径。
10.如权利要求9所述的一种阀体结构的制造方法,其特征在于:收压工装(300)设置为管状结构,收压工装(300)的一端具有刃口(310)并且另一端与压机连接,收压工装(300)的刃口(310)与下阀体(200)的表面接触并且收压工装(300)的刃口(310)环绕于连接孔(210)的端口处;收压时压机对收压工装(300)施加压力以使刃口(310)挤压下阀体(200)表面上连接孔(210)周围的部分,从而使连接孔(210)的孔壁向内收紧。
技术总结
本发明提供了一种阀体结构以及阀体结构的制造方法,属于阀体加工技术领域,包括:上阀体,上阀体设置有竖孔,上阀体的一端为连接端,连接端的外周面设置有外螺纹部;下阀体,下阀体设置有连接孔,连接孔的孔壁设置有内螺纹部,连接端插入连接孔,竖孔与连接孔连通,内螺纹部与外螺纹部螺纹连接,连接孔与连接端过渡配合或者间隙配合;当连接孔的孔壁经过收压后,连接孔与连接端过盈配合致使上阀体与下阀体固定连接;本发明的有益效果为:降低了上阀体和下阀体装配的难度并能够保证两者的装配强度,上阀体和下阀体的连接处不易在高压下出现渗漏情况,并且能够保证竖孔和连接孔的同心度,大幅度提高了生产效率以及产品的质量。
技术研发人员:赵世杰,陈洪国,陈志勇
受保护的技术使用者:宁波华液机器制造有限公司
技术研发日:
技术公布日:2024/5/8
- 还没有人留言评论。精彩留言会获得点赞!