致动器组件和用于制造致动器组件的方法与流程
本发明涉及一种用于车辆制动器的致动器组件以及一种用于制造致动器组件的方法。
背景技术:
1、用于车辆制动器的致动器组件通常具有可线性移位的制动活塞,该制动活塞在制动钳单元中被引导并且用于将制动衬片施加到制动盘。为此,例如,制动活塞通过心轴驱动器移动。
2、为了将心轴的旋转完全转换成制动活塞的线性运动,制动活塞必须在制动钳单元中以旋转固定的方式被引导。
3、为了防止旋转,通常在制动钳单元中设置用作引导件的细长凹部,经由该凹部可接近制动活塞的圆周表面。在已知的致动器组件中,在制动活塞插入到制动钳单元中之后,防旋转元件经由凹部装配到制动活塞,使得防旋转元件在凹部中被引导。
4、这里的缺点是防旋转元件的组装相对复杂。
技术实现思路
1、因此,本发明的目的是提供一种用于车辆制动器的致动器组件,其中,能够以特别简单的方式对制动活塞进行防旋转。
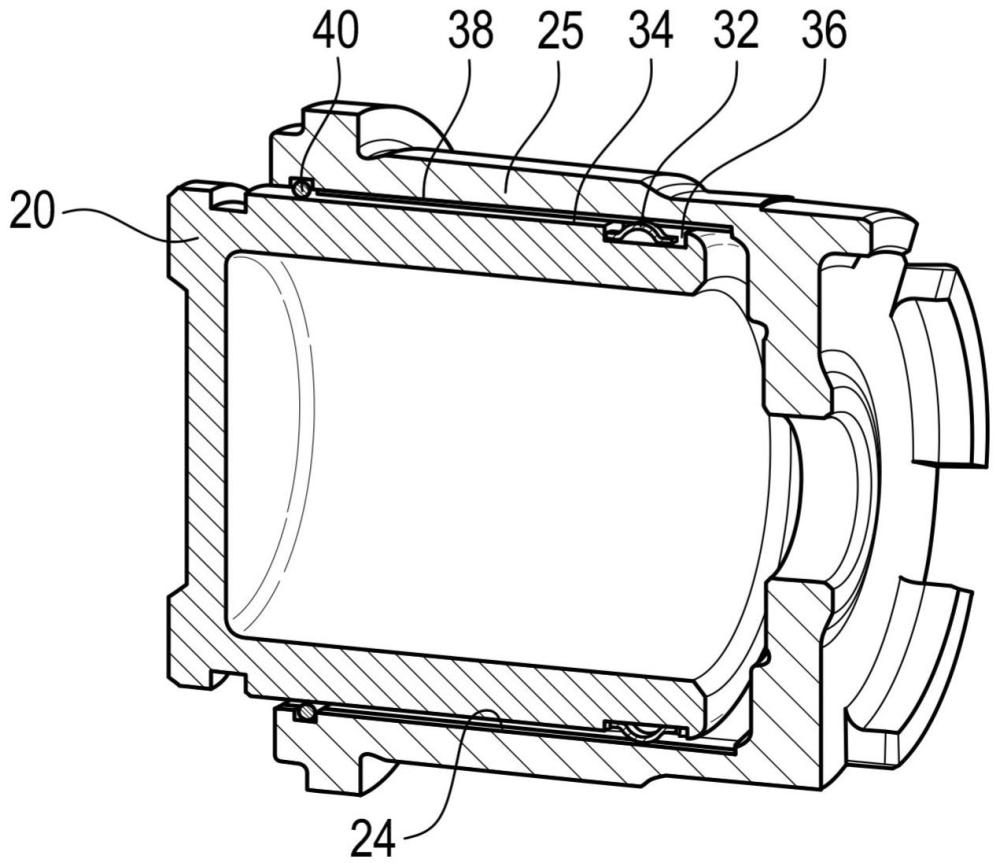
2、根据本发明,该目的通过一种用于车辆制动器的致动器组件来实现,该致动器组件:能线性移位的、单侧开口的制动活塞,该制动活塞用于将制动衬片施加到制动盘;制动钳单元,在该制动钳单元中设有容器,该容器具有用于制动活塞的运行表面;以及防旋转构件,该防旋转构件具有至少一个防旋转元件以及在所述运行表面中的至少一个轴向延伸槽,并且当所述防旋转元件被接纳在所述槽中时,所述制动活塞借助于所述防旋转构件以旋转固定的方式在所述制动钳单元中被引导。防旋转构件构造成使得在组装致动器组件的过程中,制动活塞可以与防旋转元件在一起在轴向方向上插入容器中,使得防旋转元件以旋转紧固的方式位于槽中。在这种情况下,如果制动活塞在制动钳单元中被引导,则轴向方向对应于制动活塞的运动方向。
3、由于制动活塞能够与防旋转动元件一起在轴向方向上插入容器中,所以与已知的解决方案相比,制动活塞的组装基本上被简化。在组装到制动钳单元中之前,防旋转元件可以以特别简单的方式固定到制动活塞,因为在组装之前可自由接近制动活塞的圆周表面。也可以省去制动钳单元中的槽,从而也简化了制动钳单元的制造。
4、根据一个实施例,所述至少一个防旋转元件以能轴向移位的方式被引导在相关联的槽中。特别地,提供了多个防旋转元件,其中,槽与每个防旋转元件相关联。由于所述至少一个防旋转元件以能轴向移位的方式被引导在该槽中,制动活塞的可移位性不受防旋转构件的损害。
5、如果提供了多个防旋转元件(特别地,防旋转元件在圆周上分布在制动活塞上),则确保了制动活塞的特别稳定的引导。
6、槽可以从制动活塞的开口侧延伸,或者与开口侧有间隔地开始。如果槽从制动活塞的开口侧延伸,则槽的制造被简化。具体而言,该槽可以从制动活塞的开口侧铣削到该制动活塞中。如果槽与开口侧有间隔地开始,则制造更加复杂,因为槽的可接近性受到限制。然而,与开口侧有间隔地开始的槽提供了如下优点:该制动活塞在被插入容器中之后被更好地固定以防止与防旋转元件一起滑出。
7、例如,防旋转元件是能够在径向方向上被压缩的弹性元件。因此,在插入容器的过程中,防旋转元件可被弹性压缩或径向向内移位。特别地,由此可以将制动活塞接合在具有相应形成的槽的容器中。此外,可以更容易地推动防旋转元件通过已经布置在容器中的环形密封件,并且防止了对环形密封件的损坏。
8、根据一个实施例,所述防旋转元件一体地形成在所述制动活塞中。换言之,防旋转元件与制动活塞形成为一件。该组件以这种方式被额外地简化,因为防旋转元件已经从一开始就被束缚地连接到制动活塞。
9、根据替代实施例,防旋转元件是与制动活塞分开的元件。由此可以简化防旋转元件本身的制造。此外,在这种情况下,防旋转元件可以由比制动活塞更有弹性的材料制成,例如由弹簧钢制成。
10、此外,至少一个防旋转元件可以是与制动活塞分开的滚珠。使用滚珠作为防旋转元件的优点在于,减少了制动活塞与运行表面之间或防旋转元件与运行表面之间的摩擦。
11、例如,提供了成一排布置的多个滚珠。
12、在另一个实施例中,防旋转元件是弯曲的。特别地,防旋转元件是弯曲片簧的形式。由于该弯曲形状,防旋转元件与运行表面之间的接触面减小,这也确保了减小的摩擦。
13、特别地,在弯曲的防旋转元件的情况下,在防旋转元件和运行表面之间仅存在线性接触。
14、如果防旋转元件是与制动活塞分开的元件,则防旋转元件可以磁性地保持在制动活塞上。以此方式,简化了组装期间的处理。制动活塞可以由两个零件构件并且包括内部零件和外部零件,该制动活塞的圆周表面形成在该外部零件上,其中,外部零件是深拉零件并且该防旋转元件一体地形成在该外部零件中。防旋转元件可以特别简单的方式一体地制成在深拉零件中。
15、在这种情况下,防旋转元件同样可以是弯曲的。
16、特别地,通过在外部零件中冲压而形成腹板,该腹板是弯曲的以便向外凸起。
17、制动钳单元可以具有制动钳,该制动钳具有运行表面,或者制动钳单元可以具有制动钳和引导套筒,该引导套筒被接纳在制动钳中并且具有运行表面。如果存在引导套筒,则制动钳单元为至少两件。在两件式制造的情况下,与一件式制造相比,单个构件的制造可能不太复杂。然而,由于运行表面存在于制动钳中,所以组装被简化。
18、例如,制动钳是铸造部件。
19、例如,致动器组件包括滚珠丝杠,该滚珠丝杠具有能受到旋转支撑的循环滚珠丝杠的,其中,制动活塞形成滚珠丝杠的心轴螺母并且被支撑在所述循环滚珠丝杠上。由于制动活塞本身形成心轴螺母,所以实现了紧凑结构类型的致动器组件。
20、该目的还通过根据本发明的一种用于制造根据本发明的致动器组件的方法来实现。在第一方法步骤中,提供了制动钳单元和制动活塞,该制动钳单元具有用于制动活塞的容器,该制动活塞具有布置在所述制动活塞的圆周表面上的防旋转元件。随后,将制动活塞与防旋转元件一起在轴向方向上插入容器中。
21、如已经结合致动器组件描述的,由此提供的优点是,致动器组件的组装特别简单,特别是具有防旋转元件的制动活塞的组装。
技术特征:
1.一种用于车辆制动器的致动器组件(10),该致动器组件具有:
2.根据权利要求1所述的致动器组件(10),其特征在于,所述至少一个防旋转元件(32)以能轴向移位的方式被引导在相关联的槽(38)中,特别地,其中,提供了多个防旋转元件(32),其中,槽(38)与每个防旋转元件(32)相关联。
3.根据前述权利要求中任一项所述的致动器组件(10),其特征在于,所述防旋转元件(32)是能够在径向方向上被压缩的弹性元件。
4.根据前述权利要求中任一项所述的致动器组件(10),其特征在于,所述防旋转元件(32)一体地形成在所述制动活塞(20)中。
5.根据权利要求1至3中任一项所述的致动器组件(10),其特征在于,所述防旋转元件(32)是与所述制动活塞(20)分开的元件。
6.根据权利要求1和2中任一项所述的致动器组件(10),其特征在于,所述至少一个防旋转元件(32)是与所述制动活塞(20)分开的滚珠(44)。
7.根据权利要求1至5中任一项所述的致动器组件(10),其特征在于,所述防旋转元件(32)是弯曲的,特别是呈弯曲片簧的形式。
8.根据权利要求5或6所述的致动器组件(10),其特征在于,所述防旋转元件(32)磁性地保持在所述制动活塞(20)上。
9.根据前述权利要求中任一项所述的致动器组件(10),其特征在于,所述制动活塞(20)由两个零件构成并且包括内部零件(46)和外部零件(48),所述制动活塞(20)的圆周表面(34)形成在所述外部零件上,其中,所述外部零件(48)是深拉零件,并且所述防旋转元件(32)一体地形成在所述外部零件(48)中。
10.根据前述权利要求中任一项所述的致动器组件(10),其特征在于,所述制动钳单元(12)具有制动钳(23),该制动钳具有所述运行表面(24),或者所述制动钳单元(12)具有制动钳(23)和引导套筒(25),该引导套筒被接纳在该制动钳中并且具有所述运行表面(24)。
11.根据前述权利要求中任一项所述的致动器组件(10),其特征在于,所述致动器组件(10)包括滚珠丝杠(16),该滚珠丝杠具有能受到旋转支撑的循环滚珠丝杠(18),其中,所述制动活塞(20)形成所述滚珠丝杠(16)的心轴螺母并且被支撑在所述循环滚珠丝杠(18)上。
12.一种用于制造根据前述权利要求中任一项所述的致动器组件(10)的方法,该方法包括以下步骤:
技术总结
本发明涉及致动器组件和用于制造致动器组件的方法。该致动器组件具有:制动活塞(20),其用于将制动衬片施加到制动盘;制动钳单元(12),在该制动钳单元中设有容器(22),该容器具有用于制动活塞(20)的运行表面(24);以及防旋转构件,其具有在运行表面(24)中的至少一个轴向延伸槽(38)以及至少一个防旋转元件(32),并且当防旋转元件(32)被接纳在槽(38)中时,制动活塞(20)借助于防旋转构件以旋转紧固的方式在制动钳单元(12)中被引导。防旋转构件构造成使得在组装致动器组件(10)的过程,制动活塞(20)能够与防旋转元件(32)一起在轴向方向上插入容器中,使得防旋转元件(32)以旋转紧固的方式位于槽(38)中。
技术研发人员:M·贝克尔,M·韦恩斯,F·罗斯英格,L·马兹加拉,G·切莱蒂特
受保护的技术使用者:采埃孚主动安全股份有限公司
技术研发日:
技术公布日:2024/9/12
- 还没有人留言评论。精彩留言会获得点赞!