一种减少表面褶皱的真空绝热板制备方法与流程
本发明涉及真空绝热板的,具体涉及一种减少表面褶皱的真空绝热板制备方法。
背景技术:
1、真空绝热板(vip)是近真空节能保温材料的一种,是由填充芯材、吸气剂和真空保护表层复合而成,它有效地避免空气对流引起的热传递,因此导致系数可大幅度降低,可小于0.0015w/㎡.k,并且不含油任何0ds材料,具有环保和高效节能的特性,是目前世界上最先进的高效保温节能材料。但是,近期客户在使用11*420*1440的真空绝热板的过程中发现,由于其表面有褶皱,当在自动产线上进行搬运作业时,搬运产品的机器手上的吸盘如果正好碰到表面褶皱时,就无法吸住而导致产品脱落,从而影响机器手搬运工作效率,而经过我司内部反复研究确认,发现每片真空绝热板平均4.5条褶皱,所有褶皱合计長度为99cm左右。而产生该问题的原因主要有以下两点:1、由于产品厚度较薄,一般厚度只有11mm,从而导致压板不够平整,压得不理想,容易起皱;2、制袋平整度不太理想。因此,需要对现有真空绝热板的制备工艺进行调整。
技术实现思路
1、为了解决现有技术中存在的某种或某些技术问题,本申请的目的在于提供一种减少表面褶皱的真空绝热板制备方法,能够有效的减少真空绝热板的褶皱数量和长度,从而使产品更方便机器人吸盘的抓取。
2、为解决上述现有的技术问题,本申请采用如下技术方案实现:
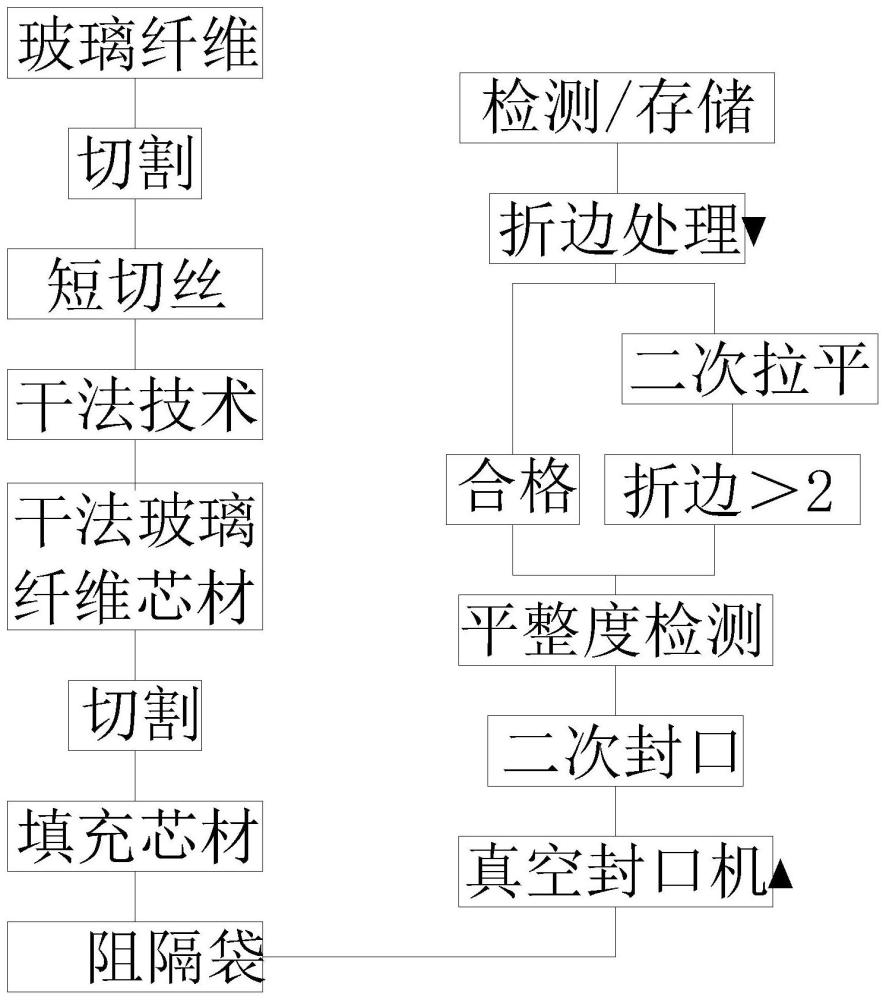
3、一种减少表面褶皱的真空绝热板制备方法,所述制备方法包括:
4、s1、将直径为φ7~12μm的玻璃纤维切割成30~60mm的短切丝;
5、s2、将短切丝通过机械梳理形成顺丝结构,然后利用干法技术排布制成干法玻璃纤维芯材;
6、s3、将所述干法玻璃纤维芯材切割成指定的尺寸并装入吸气剂后形成填充芯材;
7、s4、将所述填充芯材放入阻隔袋内,然后通过真空封口机对所述阻隔袋进行抽真空并封口处理,抽真空后的所述填充芯材侧边通过所述阻隔袋形成一条待折封边;
8、s5、将抽真空并封口后的所述阻隔袋进行二次封口;
9、s6、对二次密封后的所述阻隔袋两侧进行平整度检测并分流;
10、s7、将二次封口后分流出的所述阻隔袋进行折边处理,对于检测合格的所述阻隔袋直接输送到操作台上进行人工折边处理,对检测后折边数量超过3条的所述阻隔袋输送到压板机上进行二次拉平并上下夹紧后再次折边处理,从而将所述待折封边折边并贴紧在所述阻隔袋上;
11、s8、检测密封性和平整度后包装存储。
12、优选的,所述玻璃纤维由不低于76%的二氧化硅和其他无机氧化物组合而成。
13、优选的,所述待折封边的宽度不低于5cm。
14、优选的,所述阻隔袋的开口端处于长边一侧。
15、优选的,所述阻隔袋从外到内包括保护层、第一阻隔层、第二阻隔层和热封层。
16、优选的,所述阻隔袋为铝膜或镀铝膜制袋。
17、优选的,所述待折封边和所述阻隔袋之间通过双面胶或者液体胶进行粘结。
18、相比现有技术,本发明的有益效果在于:
19、能够使每片11*420*1440的真空绝热板的褶皱数量降低到平均2.3条,相比于原来的结构,减少了约50%的褶皱数量,且所有褶皱合计長度约58cm,缩短了41%左右,整个褶皱数量和長度合计减少了近一半,从而有效的减少了真空绝热板的褶皱数量和长度,使产品更方便机器人吸盘的抓取,改善机器人吸盘脱落情况。
技术特征:
1.一种减少表面褶皱的真空绝热板制备方法,其特征在于:所述制备方法包括:
2.根据权利要求1所述的一种减少表面褶皱的真空绝热板制备方法,其特征在于:所述玻璃纤维由不低于76%的二氧化硅和其他无机氧化物组合而成。
3.根据权利要求1所述的一种减少表面褶皱的真空绝热板制备方法,其特征在于:所述待折封边的宽度不低于5cm。
4.根据权利要求1所述的一种减少表面褶皱的真空绝热板制备方法,其特征在于:所述阻隔袋的开口端处于长边一侧。
5.根据权利要求1所述的一种减少表面褶皱的真空绝热板制备方法,其特征在于:所述阻隔袋从外到内包括保护层、第一阻隔层、第二阻隔层和热封层。
6.根据权利要求5所述的一种减少表面褶皱的真空绝热板制备方法,其特征在于:所述阻隔袋为铝膜或镀铝膜制袋。
7.根据权利要求1所述的一种减少表面褶皱的真空绝热板制备方法,其特征在于:所述待折封边和所述阻隔袋之间通过双面胶或者液体胶进行粘结。
技术总结
本发明公开了一种减少表面褶皱的真空绝热板制备方法,制备方法包括:S1将直径为Φ7~12μm的玻璃纤维切割成30~60mm的短切丝;S2利用干法技术排布制成干法玻璃纤维芯材;S3装入吸气剂后形成填充芯材;S4将填充芯材放入阻隔袋内进行抽真空并封口处理;S5、对阻隔袋进行二次封口;S6平整度检测并分流;S7将二次封口后分流出的阻隔袋进行折边处理,对于检测合格的阻隔袋直接输送到操作台上进行人工折边处理,对检测后折边数量超过3条的阻隔袋输送到压板机上进行二次拉平并上下夹紧后再次折边处理,从而将待折封边折边并贴紧在阻隔袋上;S8检测密封性和平整度后包装存储。能够有效的减少真空绝热板的褶皱数量和长度,从而使产品更方便机器人吸盘的抓取。
技术研发人员:钱林华,汤凤梅
受保护的技术使用者:浙江华恒复合材料有限公司
技术研发日:
技术公布日:2024/7/29
- 还没有人留言评论。精彩留言会获得点赞!