高压罐的制造方法与流程
本发明涉及高压罐的制造方法。
背景技术:
1、作为搭载于燃料电池机动车等的高压罐,已知有具备衬里和加强层的结构,该衬里具有圆筒状的管部和在该管部的轴向的两端设置的一对穹顶部,该加强层由将衬里的外周面覆盖的纤维强化树脂构成。具有这样的构造的高压罐通过先形成衬里,以形成的衬里为卷芯而利用丝线缠绕法(fw法)将浸渍有树脂的纤维束卷绕于该衬里的外周面来形成加强层,由此制造(例如参照下述日本特开2012-149739)。
技术实现思路
1、最近,作为替代上述的制造方法的方法,研讨了使用模具来分别制作将衬里的管部覆盖的管加强层及将穹顶部覆盖的穹顶加强层,将制作的管加强层与穹顶加强层组装的方法。然而,在该制造方法中,高效地制作穹顶加强层的方法还未确立,存在难以实现高压罐的生产率的提高的问题。
2、本发明是为了解决这样的技术课题而作出的发明,目的在于提供一种能够高效地制作穹顶加强层,能够提高高压罐的生产率的高压罐的制造方法。
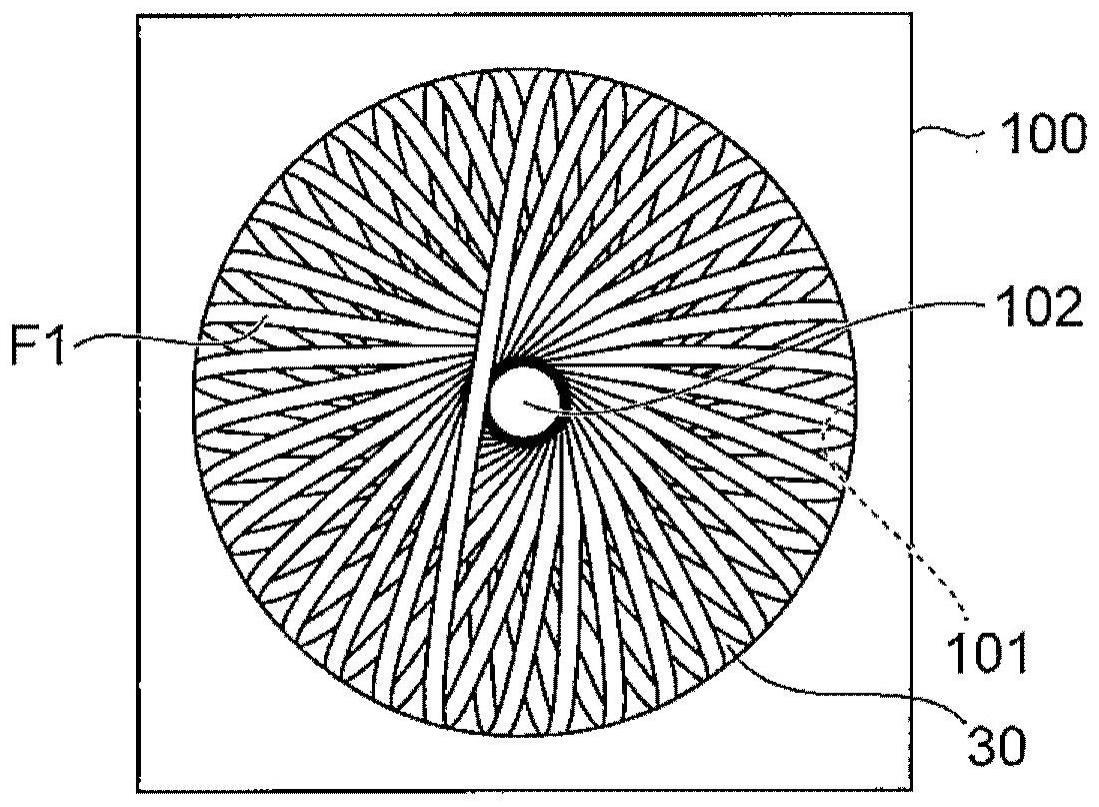
3、本发明的高压罐的制造方法中,所述高压罐具备衬里和加强部,所述衬里具有圆筒状的管部和在所述管部的轴向的两端设置的一对穹顶部,所述加强部具有将所述管部的外周面覆盖的管加强层和将所述穹顶部的外周面覆盖的穹顶加强层,所述高压罐的制造方法的特征在于,所述高压罐的制造方法包括如下的穹顶加强层制作工序:通过将多个纤维强化树脂板材相互交叉地层叠而形成圆板状的穹顶加强层中间体,通过将形成的所述穹顶加强层中间体冲压成形为穹顶状来制作所述穹顶加强层。
4、根据本发明的高压罐的制造方法,通过将多个纤维强化树脂板材相互交叉地层叠而形成圆板状的穹顶加强层中间体,通过将形成的所述穹顶加强层中间体冲压成形为穹顶状来制作穹顶加强层。因此,能够高效地制作穹顶加强层,能够提高高压罐的生产率。而且,由于将多个纤维强化树脂板材相互交叉地层叠,因此与将纤维强化树脂板材平行地层叠的情况相比,能够提高制作的穹顶加强层的强度。
5、在本发明的高压罐的制造方法中,优选的是,在所述穹顶加强层制作工序中,使用具有圆柱状的引导凹部和在所述引导凹部的中央位置立起设置的轴的夹具,以将所述轴作为中心而旋转的方式将所述多个纤维强化树脂板材层叠于所述引导凹部,从而形成所述穹顶加强层中间体。这样的话,能够高效地制作穹顶加强层中间体,并能够确保制作的穹顶加强层的强度。
6、在本发明的高压罐的制造方法中,优选的是,在所述穹顶加强层制作工序中,使用具有圆柱状的引导凹部的夹具,以将所述引导凹部的中心作为中心而旋转的方式将所述多个纤维强化树脂板材层叠于所述引导凹部,从而形成所述穹顶加强层中间体。这样的话,能够高效地制作穹顶加强层中间体,并且能够确保制作的穹顶加强层的强度。
7、根据本发明,能够高效地制作穹顶加强层,能够提高高压罐的生产率。
技术特征:
1.一种高压罐的制造方法,所述高压罐具备衬里和加强部,所述衬里具有圆筒状的管部和在所述管部的轴向的两端设置的一对穹顶部,所述加强部具有将所述管部的外周面覆盖的管加强层和将所述穹顶部的外周面覆盖的穹顶加强层,所述高压罐的制造方法的特征在于,
2.根据权利要求1所述的高压罐的制造方法,其中,
3.根据权利要求1所述的高压罐的制造方法,其中,
技术总结
本发明提供一种高压罐的制造方法。在高压罐的制造方法中,以夹具的轴为中心旋转地将多个纤维强化树脂板材相互交叉地层叠于引导凹部,由此形成圆板状的穹顶加强层中间体,通过将形成的穹顶加强层中间体冲压成形为穹顶状来制作第一穹顶加强层。
技术研发人员:片野刚司
受保护的技术使用者:丰田自动车株式会社
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!