辊压型材、加强圈及LNG罐的制作方法
本技术涉及辊压型材,具体地,涉及一种辊压型材、加强圈及lng罐。
背景技术:
1、加强圈是lng储罐内极为重要的一部分,对于大型lng储罐,当罐内为空时,在内部安装加强圈可抵抗罐外的压力,防止因挤压造成罐体局部失稳变形,提高抗失稳的能力。加强圈要有足够强的抗拉强度,同时实际惯性矩应大于所需最小惯性矩,常用型材多为扁钢、角钢、t型钢或工字钢等。
2、t型钢是由两块不同厚度钢板拼焊而成,生产效率低、焊接控制难度大、成本高、影响后续加强圈弯曲成型。热轧t型钢一次成型,产品尺寸精度低,外观质量低,强度低,要求高时需要外形尺寸二次加工。目前t型钢结构,材料主要分布于其t形结构,为上部的横向区域和中间的竖向区域,结构受力时主要由呈t形分布的材料承担,受力比较集中,容易失效。
技术实现思路
1、针对现有技术中的缺陷,本实用新型的目的是提供一种辊压型材、加强圈及lng罐。
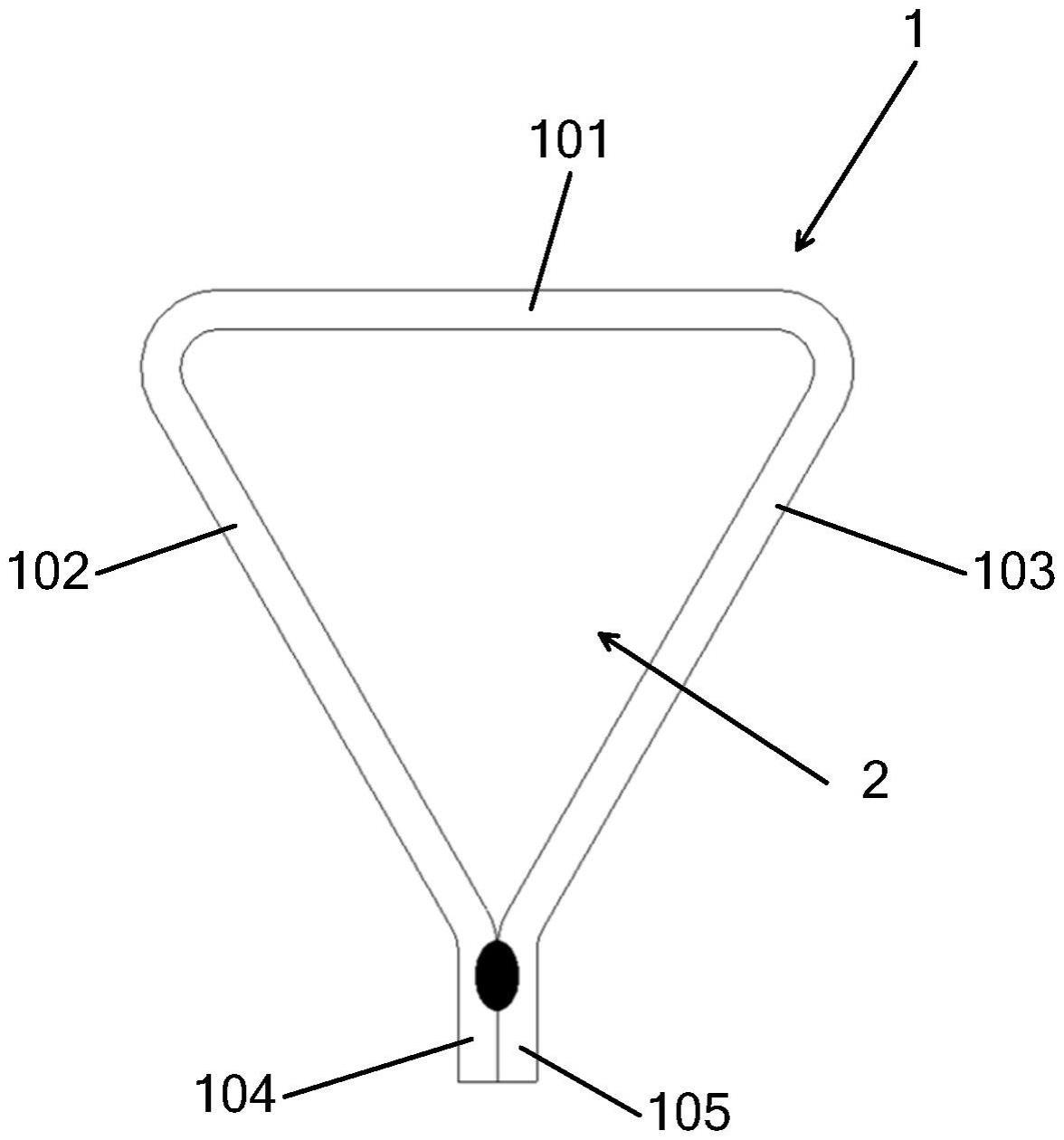
2、根据本实用新型提供的一种辊压型材,包括:型材本体,所述型材本体包括第一横向结构、第一连接结构、第二连接结构、第一竖向结构以及第二竖向结构;
3、所述第一连接结构的一端连接所述第一横向结构的一端,所述第二连接结构的一端连接所述第一横向结构的另一端;所述第一连接结构的另一端连接所述第一竖向结构的一端,所述第二连接结构的另一端连接所述第二竖向结构的一端;
4、所述第一竖向结构和所述第二竖向结构相连接设置,所述第一竖向结构和所述第二竖向结构并排平行设置;
5、所述第一横向结构、所述第一连接结构、所述第二连接结构、所述第一竖向结构以及所述第二竖向结构之间形成所述内腔体。
6、优选的,所述第一竖向结构和所述第二竖向结构之间激光焊接连接。
7、优选的,所述圆环形圈体上设置有连通孔,所述内腔体通过所述连通孔与罐体内部相连通。
8、优选的,所述第一连接结构和所述第二连接结构均为斜边结构。
9、优选的,所述第一连接结构包括第三竖向结构和第一弧形结构;
10、所述第三竖向结构的一端连接所述第一横向结构的一端,所述第三竖向结构的另一端连接所述第一弧形结构的一端,所述第一弧形结构的另一端连接所述第一竖向结构的一端;
11、所述第二连接结构包括第四竖向结构和第二弧形结构;
12、所述第四竖向结构的一端连接所述第一横向结构的另一端,所述第四竖向结构的另一端连接所述第二弧形结构的一端,所述第二弧形结构的另一端连接所述第二竖向结构的一端。
13、优选的,所述第一连接结构包括第五竖向结构和第二横向结构;
14、所述第五竖向结构的一端连接所述第一横向结构的一端,所述第五竖向结构的另一端连接所述第二横向结构的一端,所述第二横向结构的另一端连接所述第一竖向结构的一端;
15、所述第二连接结构包括第六竖向结构和第三横向结构;
16、所述第六竖向结构的一端连接所述第一横向结构的另一端,所述第六竖向结构的另一端连接所述第三横向结构的一端,所述第三横向结构的另一端连接所述第二竖向结构的一端。
17、本实用新型还提供一种加强圈,包括上述的辊压型材,所述型材本体呈弧形设置。
18、本实用新型还提供一种lng罐,包括上述的加强圈。
19、优选的,所述第一竖向结构的端部、所述第二竖向结构的端部与罐体焊接连接。
20、优选的,所述第一竖向结构和所述第二竖向结构之间焊接连接,焊接位置为第一焊接点;
21、所述第一竖向结构的端部、所述第二竖向结构的端部与罐体的焊接位置为第二焊接点;
22、所述第一焊接点和所述第二焊接点之间存在预设距离。
23、与现有技术相比,本实用新型具有如下的有益效果:
24、1、本实用新型的结构采用高强度钢,具有足够的抗拉强度,可以抵抗罐体外部压力,防止局部失稳;
25、2、本实用新型的结构能够实现一体辊压成型,生产效率高,稳定性好,尺寸精度高,不需要二次尺寸加工,生产时不新增额外的能耗,重量较原t型钢更轻,可以降低成本;
26、3、本实用新型的在结构上设置有一空腔体,形成内腔体,腔体的两侧向腔体反向延伸直边,形成第一竖向结构和第二竖向结构,采用激光焊接对第一竖向结构和第二竖向结构进行连接,确保结构的整体性,具有足够的强度,可以满足加强圈的惯性矩要求,同时具备轻量化作用,可以降低罐体的整备质量;
27、4、本实用新型的内腔体上布置有连通孔,在弯曲成加强圈后,内腔体通过连通孔与罐体连通,确保后续罐体真空要求;
28、5、本实用新型中的辊压型材,对t形钢进行了结构优化,形成一具有空腔的t形结构,优化了材料的空间分布,可以提升结构的性能,同时可以应用高强度钢,进一步提高材料的性能,从而整体提高产品综合性能。
技术特征:
1.一种辊压型材,其特征在于,包括:型材本体(1),所述型材本体(1)包括第一横向结构(101)、第一连接结构(102)、第二连接结构(103)、第一竖向结构(104)以及第二竖向结构(105);
2.根据权利要求1所述的辊压型材,其特征在于,所述第一竖向结构(104)和所述第二竖向结构(105)之间激光焊接连接。
3.根据权利要求1所述的辊压型材,其特征在于,所述型材本体(1)上设置有连通孔,所述内腔体(2)通过所述连通孔与罐体内部相连通。
4.根据权利要求1所述的辊压型材,其特征在于,所述第一连接结构(102)和所述第二连接结构(103)均为斜边结构。
5.根据权利要求1所述的辊压型材,其特征在于,所述第一连接结构(102)包括第三竖向结构(3)和第一弧形结构(4);
6.根据权利要求1所述的辊压型材,其特征在于,所述第一连接结构(102)包括第五竖向结构(7)和第二横向结构(8);
7.一种加强圈,其特征在于,包括权利要求1至6任意一项所述的辊压型材,所述型材本体(1)呈弧形设置。
8.一种lng罐,其特征在于,包括权利要求7所述的加强圈。
9.根据权利要求8所述的lng罐,其特征在于,所述第一竖向结构(104)的端部、所述第二竖向结构(105)的端部与罐体焊接连接。
10.根据权利要求9所述的lng罐,其特征在于,所述第一竖向结构(104)和所述第二竖向结构(105)之间焊接连接,焊接位置为第一焊接点;
技术总结
本技术提供了一种辊压型材、加强圈及LNG罐,包括:型材本体,所述型材本体包括第一横向结构、第一连接结构、第二连接结构、第一竖向结构以及第二竖向结构;第一连接结构的一端连接第一横向结构的一端,第二连接结构的一端连接第一横向结构的另一端;第一连接结构的另一端连接第一竖向结构的一端,第二连接结构的另一端连接第二竖向结构的一端;第一竖向结构和第二竖向结构相连接设置,第一竖向结构和第二竖向结构并排平行设置。本技术可以满足加强圈的惯性矩要求,同时具备轻量化作用,可以降低罐体的整备质量。
技术研发人员:张辉,邓金春
受保护的技术使用者:苏州亿创特智能制造有限公司
技术研发日:20230208
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!