一种多层包扎容器端部结构
本技术涉及高压疲劳容器应用领域,涉及一种新型多层包扎容器结构,特别涉及一种新型多层包扎容器端部结构。
背景技术:
1、目前随着工业生产技术不断提升,产能需求不断扩大,化工生产设备不断向大型化、高参数化方向发展。多层包扎容器具有制造难度低,选材灵活、无深环焊缝的优点。并且,内筒材料可以根据介质特性选择耐腐蚀材料,外层层板则可以选用焊接、加工性能较好的压力容器用钢板。
2、现随着氢能的高效开发及利用,多层包扎容器也在储氢领域不断推广应用。加氢站需要将氢气压缩至45mpa及以上的压力并储存于高压储氢容器中。并以此容器向长管拖车,高压气瓶等氢气使用环境进行充放气,这一般都伴随着20mpa-40mpa的压力载荷波动。氢气具有最小点火能量低,火焰传播速度快的特点。高压储氢容器发生泄漏问题,将会产生极大的安全事故及财产损失。
3、多层包扎容器,可以实现大直径,大容积,高压力的条件下实现气态氢气的储存及释放。其内筒采用氢脆敏感性较低的奥氏体不锈钢材料,外部采用焊接加工性能良好的压力容器用钢板。相较于单层厚壁高压容器,具有缺陷离散化,材料加工性能好,焊缝深度小的优点。
技术实现思路
1、因此,本实用新型要解决的技术问题是,提出一种新型多层包扎容器端部结构。
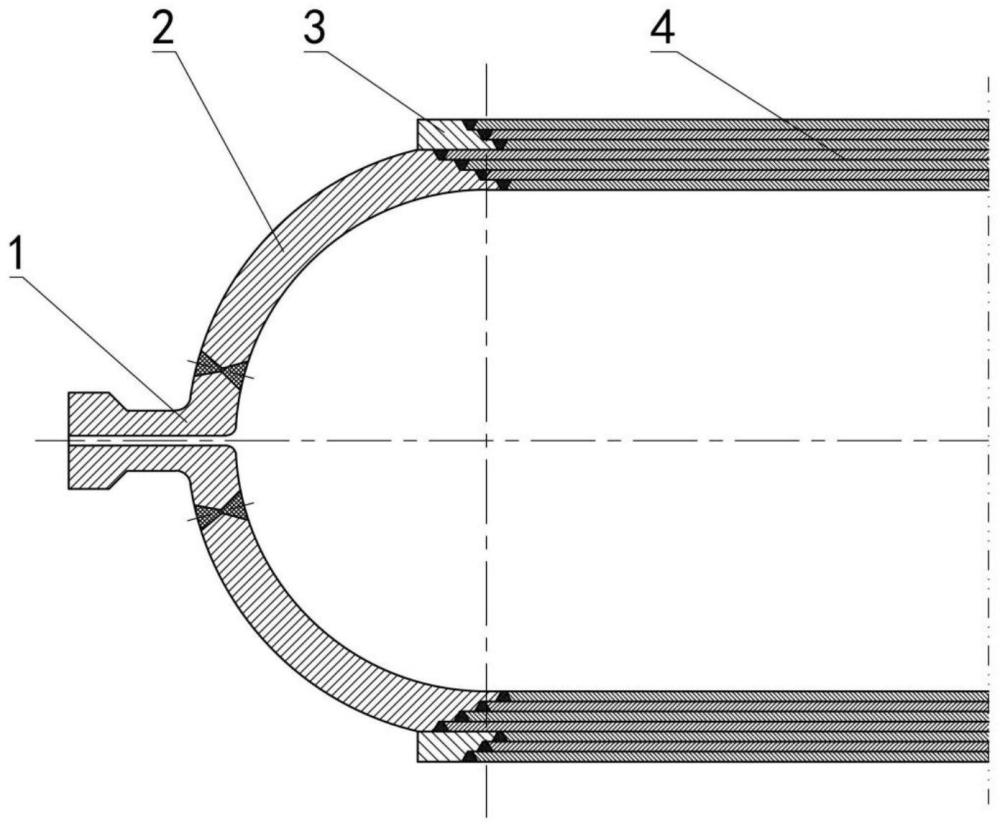
2、本实用新型的技术方案是,一种多层包扎容器端部结构,包括球形封头,以及封头上的高压接管,所述球形封头为削边球形封头,所述削边球形封头端部与多层包扎层板连接,所述削边球形封头端部成阶梯型,与所述端部连接的多层包扎层板连接处呈相应的倒阶梯型;削边球形封头端部与多层包扎层板连接处上方设有过盈环;
3、所述削边球形封头厚度大于需要对接的多层包扎层板厚度的1/2;所述过盈环与所述多层包扎层板连接处呈阶梯状连接。
4、为降低过盈环的整体厚度,削边球形封头需要对接的筒体厚度推荐大于1/2总筒体厚度。多层包扎筒体层板与削边球形封头及过盈环的连接都为对接焊缝,焊缝表面打磨至与层板母材齐平,减少焊缝处结构不连续产生的局部应力上升,降低焊缝开裂风险。
5、所使用的结构可以较为容易的实现大壁厚的高压固定式压力容器的制造,同时,在端部采用过盈环的结构将角焊缝转换成了对接焊缝,减少了焊接缺陷。并且,过盈环在内部层板与封头焊接处一定范围内产生了初始压应力,降低了裂纹扩展驱动力。
6、根据本实用新型的一种多层包扎容器端部结构,优选的是,所述削边球形封头端部与所述多层包扎层板连接为阶梯型焊接。上一层层板焊缝与下一层层板焊缝无相互影响,减少了夹渣等焊接问题的出现,提高了焊缝质量。
7、根据本实用新型的一种多层包扎容器端部结构,优选的是,所述削边球形封头端部厚度与过盈环厚度之和,等于多层包扎层板厚度。
8、根据本实用新型的一种多层包扎容器端部结构,优选的是,削边球形封头为多层厚板组成。
9、原料可以采用厚板压制成型球封或锻件球封等成品球封,后对封头端部进行削边处理,具有后加工简便,加工量小的优点。同时,削边位于封头外侧,对于采用复合板压制的成品球封,不会损坏内层板的加工表面,具有较高的加工适用性。
10、进一步地,所述削边球形封头的内层设有复合层。削边型球形封头(2)采用原料为复合板压制的成品球封时,其内层可以根据承装介质特性选择不同的材料进行复合,即复合层与所述多层厚板材料可以不同。配合内筒相同材料的选择,能够实现较好的介质相容性,同时降低设备成本,减少加工周期。
11、根据本实用新型的一种多层包扎容器端部结构,优选的是,所述过盈环内表面均匀开设有若干槽。
12、为增加过盈环的套合紧密度,在其内表面均匀开槽,开槽数量及开槽宽度可以根据实际情况进行优化设计、选择。开槽后的过盈环,在相同过盈量的情况下,与不开槽过盈环相比,其在配合面处的接触压力随开槽数量及开槽宽度能够得到显著提高。
13、过盈环采用有效的过盈量可以在封头与层板焊接连接处产生初始压应力,从而降低焊缝位置在工作压力下的整体应力,提高焊缝疲劳寿命,降低裂纹扩展驱动力。
14、进一步地,所述过盈环的接触长度应大于0.25di,即接触长度大于0.25倍的设备内径。设备内径是筒体内径,也是封头内径,可以总称为设备内径。所述过盈环的接触长度指图2中l标注部分。
15、根据本实用新型的一种多层包扎容器端部结构,优选的是,过盈环的内表面粗糙度大于开槽完成后的表面粗糙度。过盈环的内表面粗糙度应保证在ra0.2,开槽完成后进行精细研磨。
16、在配合过程中采用热套法与内部筒体进行套合,待自然冷却后进行后续焊接加工。
17、有益效果:
18、本实用新型的的端部结构采用在球形封头端部削边处理,并外套过盈环的形式,实现多层包扎筒体与封头的整体连接。球形封头与多层层板采用常规阶梯型焊接形式,此处占总筒体厚度的1/2以上。剩余多层包扎筒体层板则与过盈环采用阶梯型焊接。过盈环的存在,使得设备在不进行自增很强的情况下,在封头与筒体连接处产生初始压缩应力,降低了工作状态下的应力水平,减少了内部焊缝的裂纹扩展驱动力。本实用新型有效克服了当前多层包扎容器封头端部角焊缝多,焊接质量难控制、应力高,设备疲劳性能差的缺点。
19、本实用新型相较于传统的多层包扎容器端部,特点在于将角焊缝转变成对接焊缝,降低了角焊缝疲劳性能差,焊缝质量难保证的缺点。同时,过盈环在其内表面开槽,可以减小椭圆度,表面不平度对于过盈配合紧密度的不利影响。
技术特征:
1.一种多层包扎容器端部结构,包括球形封头,以及封头上的高压接管(1),其特征在于:所述球形封头为削边球形封头(2),所述削边球形封头(2)端部与多层包扎层板连接,所述削边球形封头端部成阶梯型,与所述端部连接的多层包扎层板连接处呈相应的倒阶梯型;削边球形封头端部与多层包扎层板连接处上方设有过盈环(3);
2.根据权利要求1所述的一种多层包扎容器端部结构,其特征在于:所述削边球形封头端部与所述多层包扎层板连接为阶梯型焊接。
3.根据权利要求1所述的一种多层包扎容器端部结构,其特征在于:所述削边球形封头端部厚度与过盈环厚度之和,等于多层包扎层板厚度。
4.根据权利要求1所述的一种多层包扎容器端部结构,其特征在于:削边球形封头(2)为多层厚板组成。
5.根据权利要求4所述的一种多层包扎容器端部结构,其特征在于:所述削边球形封头(2)的内层设有复合层。
6.根据权利要求1所述的一种多层包扎容器端部结构,其特征在于:所述过盈环(3)内表面均匀开设有若干槽。
7.根据权利要求6所述的一种多层包扎容器端部结构,其特征在于:所述过盈环(3)的接触长度大于0.25di,即接触长度大于0.25倍的设备内径。
8.根据权利要求6所述的一种多层包扎容器端部结构,其特征在于:过盈环(3)的内表面粗糙度大于开槽完成后的表面粗糙度。
技术总结
本技术公开了一种多层包扎容器端部结构,包括球形封头,以及封头上的高压接管,所述球形封头为削边球形封头,削边球形封头端部与多层包扎层板连接,所述削边球形封头端部成阶梯型,与所述端部连接的多层包扎层板连接处呈相应的倒阶梯型;削边球形封头端部与多层包扎层板连接处上方设有过盈环;所述削边球形封头厚度大于需要对接的多层包扎层板厚度的1/2;所述过盈环与所述多层包扎层板连接处呈阶梯状连接。该端部结构采用在球形封头端部削边处理,并外套过盈环的形式,实现多层包扎筒体与封头的整体连接。本技术有效解决了当前多层包扎容器封头端部角焊缝多,焊接质量难控制、应力高,设备疲劳性能差的问题。
技术研发人员:王学生,肖正衍,苏智彬,陈琴珠
受保护的技术使用者:华东理工大学
技术研发日:20240329
技术公布日:2024/10/31
- 还没有人留言评论。精彩留言会获得点赞!