一种确定悬架稳定杆用管焊接加热标准的方法与流程
1.本发明主要涉及汽车零配件生产制造领域,尤其涉及一种确定悬架稳定杆用管焊接加热标准的方法。
背景技术:
2.我国已开始步入大众汽车消费的时代,随着汽车制造业的迅猛发展,人们对汽车产业发展初期盛行的进口零部件国内组装生产方式的局限性的认识越来越深入,实现大宗原材料的国产化,成为降低成本,增强市场竞争力的有效途径。
3.随着原材料性能的改善、生产工艺的提高,很多原本使用钢板、圆钢作为原材料的配件,逐渐开始采用焊管作为材料,这一方面能够明显降低配件重量,从而降低车重、节约油耗;另一方面也能简化生产工艺,提高产品性能。在国外,中高端汽车的悬架用稳定杆已经开始大量采用焊管代替圆钢进行生产,因此亟需一种需要确定焊管用于汽车制造行业的加热标准,促进汽车零配件产业的发展。
4.已公开中国发明专利,申请号cn201110286982.1,专利名称:一种悬架用稳定杆,申请日:2011-09-23,本发明涉及一种悬架用稳定杆,属于汽车领域。所述稳定杆与两个控制臂总成相连构成悬架承载结构,所述稳定杆包括横臂及对称设于所述横臂两端的两个纵臂,所述横臂上设有稳定杆衬套总成,所述稳定杆衬套总成用于将所述稳定杆固定在车身上,所述两个纵臂设置在与所述横臂相垂直的平面内,所述每个纵臂的末端分别与其对应的控制臂总成固定连接。本发明实施例仅使用稳定杆和控制臂总成两个零部件实现了原四个件即前稳定杆、控制臂总成、推力杆、连接杆的功能,简化了三角臂结构,大大减轻了前悬架总成重量,同时简化装配工序,直接降低设计成本和生产成本,对售后维修增加了方便性。
技术实现要素:
5.针对现有技术的上述缺陷,本发明提供一种确定悬架稳定杆用管焊接加热标准的方法,包括工艺流程:
6.s1:根据材料的特性通过类比法对焊接功率进行测试,确定材料的焊接加热温度;
7.s1.1:对材料分别采用高温、中温和低温进行加热焊接;
8.s2:采用正交试验对裁量进行成型和焊接测试,确定材料的焊接工艺参数;
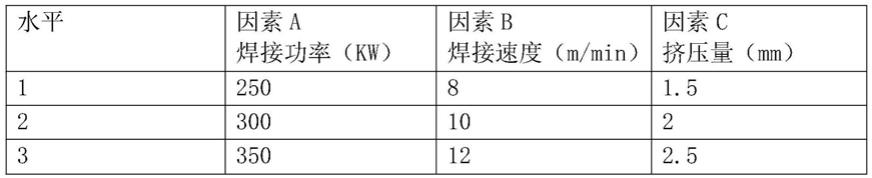
9.s2.1:正交试验根据试验因素水平表内的因素进行多次试验,因素水平表内包括多个因素,因素a:焊接功率、因素b:焊接速度和因素c:挤压量;
10.s2.2:根据计算结果的波动情况,即比较不同因素的极差值r的大小,确定对应的指标影响焊缝综合力学性能的重要程度,进而找到较优的焊接工艺参数;
11.s3:通过比较法研究成品的抗疲劳性能,其中包括对比金属流线角度和熔合线宽度。
12.优选的,步骤s1中,材料的特性是指淬透性和蠕变强度。
13.优选的,步骤s1.1中,高温是指加热状态呈微量火花飞溅,中温是指加热状态微量火花飞溅,低温是指加热状态呈无火花飞溅。
14.优选的,步骤s1中,焊后采用破坏性压扁试验和微观金相检测方法确定最终材料的焊接加热温度。
15.优选的,步骤s2.1中,采用九次试验。
16.优选的,步骤s2.2中,具体是指根据表2因素a列中的各水平在试验结果表中对应位置的试验结果进行数学加和并用符合t1、t2、 t3分别表示水平1、水平2、水平3的和,得出各指标的计算结果。
17.优选的,材料采用26mnb5卷板。
18.本发明的有益效果:
19.通过控制焊后压扁试验结果和金相检验结果确定成型参数和焊接参数;生产出弯折加工工艺良好、抗扭转能力强、疲劳性能好的悬架稳定杆用焊管,最终实现该产品的产量化。
具体实施方式
20.为了使本技术领域人员更好地理解本发明的技术方案,并使本发明的上述特征、目的以及优点更加清晰易懂,下面结合实施例对本发明做进一步的说明。实施例仅用于说明本发明而不用于限制本发明的范围。
21.如表1-2所示可知,本发明包括以下工艺流程:
22.s1:根据材料的特性通过类比法对焊接功率进行测试,确定材料的焊接加热温度;
23.s1.1:对材料分别采用高温、中温和低温进行加热焊接;
24.s2:采用正交试验对裁量进行成型和焊接测试,确定材料的焊接工艺参数;
25.s2.1:正交试验根据试验因素水平表内的因素进行多次试验,因素水平表内包括多个因素,因素a:焊接功率、因素b:焊接速度和因素c:挤压量;
26.s2.2:根据计算结果的波动情况,即比较不同因素的极差值r的大小,确定对应的指标影响焊缝综合力学性能的重要程度,进而找到较优的焊接工艺参数;
27.s3:通过比较法研究成品的抗疲劳性能,其中包括对比金属流线角度和熔合线宽度。
28.在本实施中优选的,步骤s1中,材料的特性是指淬透性和蠕变强度。
29.在本实施中优选的,步骤s1.1中,高温是指加热状态呈微量火花飞溅,中温是指加热状态微量火花飞溅,低温是指加热状态呈无火花飞溅。
30.在本实施中优选的,步骤s1中,焊后采用破坏性压扁试验和微观金相检测方法确定最终材料的焊接加热温度。
31.在本实施中优选的,步骤s2.1中,采用九次试验。
32.根据上述步骤,下表1为试验因素水平表:
33.表1试验因素水平表
[0034][0035]
下表2为正交试验方案:
[0036]
表2正交试验方案
[0037][0038]
在本实施中优选的,步骤s2.2中,具体是指根据表2因素a列中的各水平在试验结果表中对应位置的试验结果进行数学加和并用符合t1、t2、t3分别表示水平1、水平2、水平3的和,得出各指标的计算结果。
[0039]
在本实施中优选的,材料采用26mnb5卷板。
[0040]
上述实施例仅例示性说明本专利申请的原理及其功效,而非用于限制本专利申请。任何熟悉此技术的人士皆可在不违背本专利申请的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本专利申请所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本专利请的权利要求所涵盖。
技术特征:
1.一种确定悬架稳定杆用管焊接加热标准的方法,其特征在于,包括工艺流程:s1:根据材料的特性通过类比法对焊接功率进行测试,确定材料的焊接加热温度;s1.1:对材料分别采用高温、中温和低温进行加热焊接;s2:采用正交试验对裁量进行成型和焊接测试,确定材料的焊接工艺参数;s2.1:正交试验根据试验因素水平表内的因素进行多次试验,因素水平表内包括多个因素,因素a:焊接功率、因素b:焊接速度和因素c:挤压量;s2.2:根据计算结果的波动情况,即比较不同因素的极差值r的大小,确定对应的指标影响焊缝综合力学性能的重要程度,进而找到较优的焊接工艺参数;s3:通过比较法研究成品的抗疲劳性能,其中包括对比金属流线角度和熔合线宽度。2.根据权利要求1所述的确定悬架稳定杆用管焊接加热标准的方法,其特征在于:所述步骤s1中,材料的特性是指淬透性和蠕变强度。3.根据权利要求2所述的确定悬架稳定杆用管焊接加热标准的方法,其特征在于:所述步骤s1.1中,高温是指加热状态呈微量火花飞溅,中温是指加热状态微量火花飞溅,低温是指加热状态呈无火花飞溅。4.根据权利要求3所述的确定悬架稳定杆用管焊接加热标准的方法,其特征在于:所述步骤s1中,焊后采用破坏性压扁试验和微观金相检测方法确定最终材料的焊接加热温度。5.根据权利要求4所述的确定悬架稳定杆用管焊接加热标准的方法,其特征在于:所述步骤s2.1中,采用九次试验。6.根据权利要求5所述的确定悬架稳定杆用管焊接加热标准的方法,其特征在于:所述步骤s2.2中,具体是指根据表2因素a列中的各水平在试验结果表中对应位置的试验结果进行数学加和并用符合t1、t2、t3分别表示水平1、水平2、水平3的和,得出各指标的计算结果。7.根据权利要求6所述的确定悬架稳定杆用管焊接加热标准的方法,其特征在于:所述材料采用26mnb5卷板。
技术总结
本发明提供一种确定悬架稳定杆用管焊接加热标准的方法,包括S1:根据材料的特性通过类比法对焊接功率进行测试,确定材料的焊接加热温度;S2:采用正交试验对裁量进行成型和焊接测试,确定材料的焊接工艺参数;S3:通过比较法研究成品的抗疲劳性能,其中包括对比金属流线角度和熔合线宽度。本发明通过试验方法可以得到生产处的材料强度高、韧性好,焊缝强度略高于母材;在承受较大的塑性变形后仍可保持较高的强韧性;淬透性好,能够通过淬火工艺获得质地均匀、刚度好的产品。刚度好的产品。
技术研发人员:俞峰 王来福 高兆鹏
受保护的技术使用者:无锡苏嘉法斯特汽车零配件有限公司
技术研发日:2020.03.16
技术公布日:2021/9/16
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1