一种采用线切割测试H型钢残余应力的试验方法与流程
一种采用线切割测试h型钢残余应力的试验方法
技术领域
1.本发明涉及一种采用线切割测试h型钢残余应力的试验方法。
背景技术:
2.钢铁材料残余应力测定有多种方法,主要有分割法、贴应变片法、锯切口法、穿孔法、x射线衍射法、中子衍射法和超声应力测定法等。由于最多的主要是破坏性的腹板锯切法和横断面锯切法,而且都已被采纳到h型钢的标准中。美国铁路工程保养协会标准中的h型钢技术条件arema—2009标准中对h型钢中残余应力的评定方法采用腹板锯切法。
3.传统的腹板锯切法采用合金锯片切削,受到切削加工过程中产生振动,切削速度,刀具的几何形状、尺寸等因素影响,加工时产生的几何形状误差较大。由于切削力大而且不平均,残余应力释放的过程中,由于塑性变形引起的加工残余应力很大,影响h型钢材料残余应力的正常释放。
技术实现要素:
4.为了解决上述技术问题,本发明的目的是提供一种采用线切割测试h型钢残余应力的试验方法。
5.为解决上述技术问题,本发明采用如下技术方案:
6.一种采用线切割测试h型钢残余应力的试验方法,包括如下步骤:
7.s1、试样准备
8.在距离成品h型钢≥3m的地方取1000mm长的h型钢,在h型钢1/2h的轨头、底各做标记,使用游标卡尺测量切口前h型钢断面所标识的各点间距;
9.s2、腹板锯切
10.利用线切割专用钼丝切割机床在1/2h处沿腹板方向切割;要求加工范围≥600mm,钼丝选用0.18mm线切割专用钼丝。切割过程采用计算机控制,要求加工速度:100~200mm/h,切口长度400mm;
11.s3、测量
12.试验过程中使用游标卡尺测量垂直位移;为控制误差,设计在h型钢截面取五段距离进行测量,然后求垂直位移的平均值以减小误差。
13.进一步的,所述步骤s3中,用游标卡尺进行测量时要求位移
±
值≤3.75mm。
14.进一步的,钼丝选用0.18mm线切割专用钼丝。
15.进一步的,使用加工范围≥400mm的专用钼丝切割机,切割过程采用计算机编程控制。
16.与现有技术相比,本发明的有益技术效果:
17.采用钼丝切割机床进行腹板切割试验,线切割直接利用电能进行脉冲放电加工,工具电极和工件不直接接触,无机械加工中的宏观切削力,工件切削表面质量高,切口尺寸精度好,对h型钢自身的残余应力释放干扰小,可较真实地反映h型钢矫直后的残余应力。提
高测试准确度。
附图说明
18.下面结合附图说明对本发明作进一步说明。
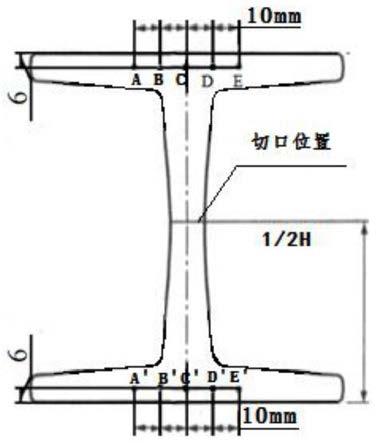
19.图1为标记点示意图;
20.图2为腹板锯切残余应力示意图。
具体实施方式
21.一种采用线切割测试h型钢残余应力的试验方法,包括如下步骤:
22.s1、试样准备
23.在距离成品h型钢≥3m的地方取1000mm长的h型钢,在h型钢1/2h的轨头、底各做标记,使用游标卡尺测量切口前h型钢断面所标识的各点间距。标记位置距轨顶、底距离为6mm,每个点距离为10mm,记为aa
′
、bb
′
、cc
′
、dd
′
、ee
′
。如图1所示。
24.s2、腹板锯切
25.利用线切割专用钼丝切割机床在1/2h处沿腹板方向切割,切口位置距轨底高度如下表:
26.表1腹板切割位置
[0027][0028]
要求加工范围≥600mm,钼丝选用0.18mm线切割专用钼丝。切割过程采用计算机控制,要求加工速度:100~200mm/h,切口长度400mm,如图二所示。
[0029]
s3、测量
[0030]
试验过程中使用游标卡尺测量垂直位移,由于偶然因素、测量习惯等因素,产生误差较大。为控制误差,设计在h型钢截面取五段距离进行测量,然后求垂直位移的平均值以
减小误差。
[0031]
切口在轨高方向位移δt:
[0032]
δ
t
=1/5(δ
aa
′
+δ
bb
′
+δ
cc
′
+δ
dd
′
+δ
ee
′
)
[0033]
(1)
[0034]
式中δaa
′
、δbb
′
、δcc
′
为各点在轨高方向位移:
[0035]
δ
aa
′
=aa
′
切口后
‑
aa
′
切口前
;
[0036]
δ
bb
′
=bb
′
切口后
‑
bb
′
切口前
;
[0037]
δ
cc
′
=cc
′
切口后
‑
cc
′
切口前
;
[0038]
δ
dd
′
=dd
′
切口后
‑
dd
′
切口前
;
[0039]
δ
ee
′
=ee
′
切口后
‑
ee
′
切口前
;
[0040]
根据arema—2009标准中对h型钢中残余应力的评定方法要求,δ
t
≤3.75mm的h型钢被视为合格,。
[0041]
以上所述的实施例仅是对本发明的优选方式进行描述,并非对本发明的范围进行限定,在不脱离本发明设计精神的前提下,本领域普通技术人员对本发明的技术方案做出的各种变形和改进,均应落入本发明权利要求书确定的保护范围内。
技术特征:
1.一种采用线切割测试h型钢残余应力的试验方法,其特征在于:包括如下步骤:s1、试样准备在距离成品h型钢≥3m的地方取1000mm长的h型钢,在h型钢1/2h的轨头、底各做标记,使用游标卡尺测量切口前h型钢断面所标识的各点间距;s2、腹板锯切利用线切割专用钼丝切割机床在1/2h处沿腹板方向切割;要求加工范围≥600mm,钼丝选用0.18mm线切割专用钼丝。切割过程采用计算机控制,要求加工速度:100~200mm/h,切口长度400mm;s3、测量试验过程中使用游标卡尺测量垂直位移;为控制误差,设计在h型钢截面取五段距离进行测量,然后求垂直位移的平均值以减小误差。2.根据权利要求1所述的采用线切割测试h型钢残余应力的试验方法,其特征在于:所述步骤s3中,用游标卡尺进行测量时要求位移
±
值≤3.75mm。3.根据权利要求1所述的采用线切割测试h型钢残余应力的试验方法,其特征在于:钼丝选用0.18mm线切割专用钼丝。4.根据权利要求1所述的采用线切割测试h型钢残余应力的试验方法,其特征在于:使用加工范围≥400mm的专用钼丝切割机,切割过程采用计算机编程控制。
技术总结
本发明公开了本发明提供了一种采用腹板切口法测试H型钢残余应力的试验方法,过程包括以下步骤:1)试样准备2)腹板切割3)测量。利用线切割机床进行切割,切口表面质量好,无机械加工中的宏观切削力。试样长度600mm,钼丝选用0.18mm线切割专用钼丝,切口长度400mm,切割过程采用计算机编程控制,切口尺寸精度高。使用平均值法进行残余应力位移值测量,以减少测量误差。用游标卡尺进行测量,要求位移值(+或
技术研发人员:边影 郑瑞
受保护的技术使用者:包头钢铁(集团)有限责任公司
技术研发日:2021.07.22
技术公布日:2021/11/21
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1