耐候钢锈层稳定化时间的测量方法及存储介质与流程
1.本发明涉及金属表面处理技术领域,特别涉及一种耐候钢锈层稳定化时间的测量方法及存储介质。
背景技术:
2.免涂装耐候钢是一类环保型钢材,可通过形成保护性的锈层保护钢基体。但是免涂装耐候钢在使用初期存在一个问题,出现锈液流挂造成表面不美观的现象。腐蚀初期,锈层不致密,颜色由浅黄色向咖啡色转变,锈层随雨水流淌。为解决此类问题,通常需要对锈层进行处理,使钢表面快速长出保护性锈层,颜色均匀一致。
3.目前,对于锈层达到稳定化的评价方法主要有xrd分析法、腐蚀增重分析法,将锈层刮下,通过x射线衍射仪测试分析得到锈层的物相成分,通过在工程结构制作过程中同步投样试样片,分析试样片的腐蚀失重随时间的曲线等方法。但是此类方法存在以下缺点:检测过程中需对锈层造成破坏;需要同步投放试样,不能原位测试,投放试样难以模拟结构件的受力状况。但是实际工程项目,如免涂装耐候钢桥梁,需要在工程项目所在地进行无损检测锈层的状态,因此,开发一种适用于施工现场的免涂装耐候钢锈层到稳定化时间的评价方法很有意义。
技术实现要素:
4.发明目的:本发明的目的是提出一种耐候钢锈层稳定化时间的测量方法,测量过程不需要对锈层进行采样,可以原位测试,适用于施工现场的耐候钢锈层稳定化时间的测量。
5.本发明的另一目的是提出一种存储有上述测量方法实例化的计算机程序的存储介质。
6.技术方案:本发明所述的耐候钢锈层稳定化时间的测量方法,包括如下步骤:
7.s1:在耐候钢投用后,定时测量耐候钢的锈层厚度,并和测试时间一并记录;
8.s2:对锈层形成初期与后期的厚度和时间计算对数,获得锈层形成初期与后期的两条厚度对数和时间对数的关系曲线;
9.s3:对锈层形成初期和后期的两条关系曲线进行线性拟合,获得锈层形成初期和后期的两条厚度对数和时间对数的关系直线;
10.s4:读取两条关系直线的交点对应的时间为稳定化时间t1。
11.进一步的,所述s1步骤中,测量耐候钢的锈层厚度的同时记录锈层的颜色,并将锈层的颜色与锈层颜色比色卡进行比对,记录锈层到达稳定区间的时间为稳定化时间t2,所述s4步骤后还包括:
12.s5:比较稳定化时间t1和稳定化时间t2的大小,取其中较大的值为耐候钢锈层的稳定化时间。
13.进一步的,所述s1步骤中,耐候钢的锈层厚度通过磁性测厚仪测量获得。
14.根据本发明所述的存储介质,存储有计算机程序,所述计算机程序被设置为运行时实现上述耐候钢锈层稳定化时间的测量方法。
15.有益效果:与现有技术相比,本发明具有如下优点:测量过程中无需对锈层破坏,可以原位测试,适用于施工场合。并且测试过程中仅需要测厚仪和比色卡,测量成本低且易于实施。
附图说明
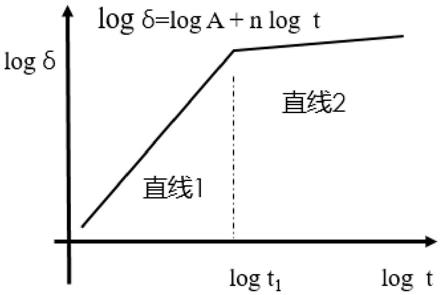
16.图1为耐候钢的锈层厚度对数与时间对数的关系曲线图;
17.图2为本发明实施例的比色卡的示意图;
18.图3为q345nh耐候钢的锈层厚度预时间对数的关系曲线图;
19.图4为采样的q345nh耐候钢的锈层颜色随时间变化示意图。
具体实施方式
20.下面结合附图对本发明的技术方案作进一步说明。
21.根据本发明实施例的耐候钢锈层稳定化时间的测量方法,包括如下步骤:
22.s1:在耐候钢投用后,定时测量耐候钢的锈层厚度,并和测试时间一并记录;
23.s2:对锈层形成初期与后期的厚度和时间计算对数,获得锈层形成初期与后期的两条厚度对数和时间对数的关系曲线;
24.s3:对锈层形成初期和后期的两条关系曲线进行线性拟合,获得锈层形成初期和后期的两条厚度对数和时间对数的关系直线,如图1所示;
25.s4:读取两条关系直线的交点对应的时间为稳定化时间t1。
26.经过大量对不同耐候钢的锈层厚度、锈层重量与形成时间的数据进行研究,发现锈层厚度预锈层重量相对于形成时间的变化规律一致,且在锈层形成的初期和锈层稳定后形成的后期,锈层厚度相对于时间的变化规律均符合幂函数规律。所以通过对锈层形成前期和后期的厚度和时间计算对数,并取耐候钢投用后最开始的连续若干条数据和结尾处的连续若干条数据,分别拟合出初期和后期的锈层厚度对数和时间对数的两条近似关系直线,两条直线的交点处即代表耐候钢锈层稳定化的时间节点,耐候钢锈层厚度开始增长缓慢,锈层已经致密,可以实现保护功能。上述方法仅需要测量锈层厚度,不需要对锈层进行采样,检测过程中不需要破坏锈层,可以直接在施工现场进行原位测试。
27.参照图2,在一些实施例中,为了提高检测的准确度,在每次采样测量锈层厚度的同时,还记录下锈层的颜色,并将锈层的颜色与比色卡进行比对,记录下锈层颜色到达比色卡上稳定区间时的稳定化时间t2,选择t1和t2中较大的为耐候钢锈层的稳定化时间。其中比色卡根据历史先验数据制成,由对一种材料的耐候钢进行全周期不同阶段的锈层颜色进行多次采样,再将不同阶段的锈层颜色拼接而成。说明书附图中的图2和图4均经过灰度化处理,其颜色与实际颜色不同,此处仅用来说明本申请的方法过程。
28.实际中,可以采用激光测厚仪、超声波测厚仪或者磁性测厚仪等方式通过测量耐候钢的厚度变化间接获得锈层的厚度,或者直接测量锈层厚度。在本实施例中,采用磁性测厚仪,可以直接测量金属表面的非磁性涂层的厚度,即可以直接测量耐候钢表面的锈层厚度。磁性测厚仪测量过程中不与耐候钢表面直接接触,进一步避免测量过程中对锈层的破
坏。实际中,为了便于计算,一般计算锈层厚度和时间的十进对数。
29.参照图3及图4,对沈阳某地的q345nh耐候钢进行了锈层稳定化处理,首先对钢板喷砂处理,然后喷涂一种稳定化处理剂,干燥后,进行第二次涂刷,此后,采用普通水进行喷雾处理,每2小时再喷一次,共计40次,喷雾处理时间为80小时。
30.采用磁性侧厚仪测得锈层在喷雾处理后第2/6/10/20/40/60/80小时的厚度。得到锈层厚度的对数logδ与时间的对数log t的关系曲线,如图3所示,在锈层形成初期,即第一阶段,对logδ与log t进行线性拟合,得到直线1;在锈层形成后期,即第二阶段,对logδ与log t进行线性拟合,得到直线2;直线1与直线2交点对应的时间定义为稳定化时间t1=14小时。
31.在耐候钢投用后,同时观察锈层的颜色变化,并与比色卡的颜色对比,如图2所示,比色卡颜色分为6级,为c1~c6级,每一级对应着一个颜色区间,其中锈层颜色达到c4级即可认为锈层已经稳定,过程中的图片如图4所示,记录初次达到c4级的时间为稳定化时间t2=20小时。即实际经过该稳定化处理剂处理后的q345nh耐候钢在沈阳某地的锈层稳定化时间为20小时。
32.根据本发明实施例的计算机可读的存储介质,具有上述耐候钢锈层稳定化时间的测量方法实例化的计算机程序,运行时可以对导入的数据进行处理,绘制曲线关系图,获得初期和后期的直线交点坐标,并可以将导入锈层照片与比色卡比对获得照片中锈层的颜色所在区间。
技术特征:
1.一种耐候钢锈层稳定化时间的测量方法,其特征在于,包括如下步骤:s1:在耐候钢投用后,定时测量耐候钢的锈层厚度,并和测试时间一并记录;s2:对锈层形成初期与后期的厚度和时间计算对数,获得锈层形成初期与后期的两条厚度对数和时间对数的关系曲线;s3:对锈层形成初期和后期的两条关系曲线进行线性拟合,获得锈层形成初期和后期的两条厚度对数和时间对数的关系直线;s4:读取两条关系直线的交点对应的时间为稳定化时间t1。2.根据权利要求1所述的耐候钢锈层稳定化时间的测量方法,其特征在于,所述s1步骤中,测量耐候钢的锈层厚度的同时记录锈层的颜色,并将锈层的颜色与锈层颜色比色卡进行比对,记录锈层到达稳定区间的时间为稳定化时间t2,所述s4步骤后还包括:s5:比较稳定化时间t1和稳定化时间t2的大小,取其中较大的值为耐候钢锈层的稳定化时间。3.根据权利要求1所述的耐候钢锈层稳定化时间的测量方法,其特征在于,所述s1步骤中,耐候钢的锈层厚度通过磁性测厚仪测量获得。4.一种存储介质,存储有计算机程序,其特征在于,所述计算机程序设置为运行时可以实现根据权利要求1至3任一项所述的耐候钢锈层稳定化时间的测量方法。
技术总结
本发明公开了一种耐候钢锈层稳定化时间的测量方法及存储介质,其中方法包括如下步骤:S1:在耐候钢投用后,定时测量耐候钢的锈层厚度,并和测试时间一并记录;S2:对锈层形成初期与后期的厚度和时间计算对数,获得锈层形成初期与后期的两条厚度对数和时间对数的关系曲线;S3:对锈层形成初期和后期的两条关系曲线进行线性拟合,获得锈层形成初期和后期的两条厚度对数和时间对数的关系直线;S4:读取两条关系直线的交点对应的时间为稳定化时间t1。上述方法,测量过程中不需要对锈层进行采样,不会破坏锈层,适于施工现场的耐候钢锈层稳定化时间的测量,测量成本低且易于实施。测量成本低且易于实施。测量成本低且易于实施。
技术研发人员:蔡佳兴 范益 崔云芳 杨文秀 代芹芹 王军 郭丹
受保护的技术使用者:南京钢铁股份有限公司
技术研发日:2021.11.17
技术公布日:2022/3/18
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1