纺织用喷嘴同轴度检测装置的制作方法
1.本发明涉及纺织器材检测装置,具体涉及一种纺织用喷嘴同轴度检测装置。
背景技术:
2.喷嘴用于喷射高压气流,在布匹织造过程得到广泛应用。喷嘴包括中空的底座和喷管,底座外形为锥形台、喷管为锥形管。喷嘴在使用时,经常受到外力碰撞、挤压,从而导致喷管管身变形、歪斜。管身歪斜时会引起纬停高、纬缩疵点,对生产造成不利影响。现有技术中,对纺织用喷嘴的变形度主要以目视观察判断,主观影响较大、检测效率较低。
技术实现要素:
3.本发明所解决的技术问题在于提供一种纺织用喷嘴同轴度检测装置,能对纺织用喷嘴的变形度进行检测,检测方便、客观、快速。
4.为解决上述技术问题,本发明的纺织用喷嘴同轴度检测装置,包括中空的锥形台,所述锥形台的内腔设置为上腔体和下腔体;所述上腔体的一侧固定设置有定位片、其对侧通过导向装置活动设置有检测片;所述定位片截面为弧形,其下端直径大于上端直径;所述检测片截面为弧形,其下端直径大于上端直径;所述定位片、检测片吻合状态下组成锥形管。
5.所述定位片的背侧固定连接有截面为矩形的定位杆,所述锥形台的上端面切割有与所述定位杆匹配的定位槽;所述定位杆与所述定位槽螺栓连接。
6.所述导向装置包括连接在检测片背侧的截面为矩形的导向杆,还包括与所述导向杆匹配的导向槽;所述锥形台的上端面切割有扇形沉台,所述扇形沉台上螺栓连接有扇形定位块,所述导向槽设置在所述锥形台与扇形定位块的结合部。
7.所述定位片上沿其径向设置有前后固定杆,所述检测片上沿其径向设置有前后活动杆;所述前固定杆与前活动杆之间、后固定杆与后活动杆之间都套装有弹性橡胶圈。
8.作为优选方式,所述导向杆的上端面刻画有至少一道刻度线。
9.本发明的优点:a、本装置套装于待检工件上,旋转一周可得最大变形量,该变形量在导向杆与锥形台结合部直观可见,并可通过刻度线定性、定量,检测方便、客观、快速;b、定位片通过定位杆固定于锥形台上表面的定位槽中,检测片通过扇形定位块可拆卸的进行设置,其安装、替换均较为简单;c、检测片与定位片之间以外置方式设置有聚拢装置,便于进一步降低检测误差。
附图说明
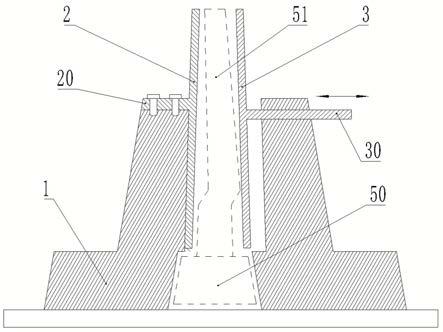
10.图1 是本发明的纺织用喷嘴同轴度检测装置的剖视图;图2是锥形台、定位片、检测片配合状态俯视图。
具体实施方式
11.以下结合附图对本发明的具体实施方式作进一步说明。
12.如图1、图2可见,本发明的纺织用喷嘴同轴度检测装置,包括中空的锥形台1,所述锥形台1的内腔设置为上腔体和下腔体;所述上腔体的一侧固定设置有定位片2、其对侧通过导向装置活动设置有检测片3;所述定位片2截面为弧形,其下端直径大于上端直径;所述检测片3截面为弧形,其下端直径大于上端直径;所述定位片2、检测片3吻合状态下组成锥形管。
13.所述定位片2的背侧固定连接有截面为矩形的定位杆20,所述锥形台1的上端面切割有与所述定位杆匹配的20定位槽;所述定位杆20与所述定位槽螺栓连接。
14.本发明中,定位片2、检测片3的上端均超出于锥形台1上端面,采用上述机构,定位片2安装较为便利,并且不会对锥形台1内腔形成干涉。
15.所述导向装置包括连接在检测片3背侧的截面为矩形的导向杆30,还包括与所述导向杆30匹配的导向槽220;所述锥形台1的上端面切割有扇形沉台,所述扇形沉台上螺栓连接有扇形定位块22,所述导向槽220设置在所述锥形台1与扇形定位块22的结合部。
16.通常情况下,导向杆、导向槽截面可以设置为圆形,此时导向杆可平动也可转动。本发明中,导向杆30与导向槽220的配合面为矩形,从而使得导向杆30只能做水平向平动,进一步减少干扰,提高检测精度。所述导向杆30与导向槽220间隙配合,不影响其相对运动。
17.本发明中,检测片3通过扇形定位块22可拆卸的进行设置,其安装、替换均较为简单,并且不会对锥形台1内腔形成干涉。
18.所述定位片2上沿其径向设置有前后固定杆21、21’,所述检测片3上沿其径向设置有前后活动杆31、31’;所述前固定杆与前活动杆之间、后固定杆与后活动杆之间都套装有弹性橡胶圈4。弹性橡胶圈4提供一个收缩力,使检测片3向定位片2方向聚拢。以上固定杆、活动杆、弹性橡胶圈组成的聚拢装置设置在锥形台1上端面以上,相较于内置弹簧聚拢装置,其可以减少对检测片3水平伸缩运动的干涉,从而提高检测精度。
19.工作原理:纺织用喷嘴包括喷嘴底座50和喷管51,本纺织用喷嘴同轴度检测装置的下腔体与喷嘴底座50匹配,在聚拢装置作用下,检测片3与定位片2端面互相吻合,两者组合形成锥形管,该锥形管与喷管51吻合。
20.检测时,将本装置自上而下套装在纺织用喷嘴上,直至喷嘴底座50与本纺织用喷嘴同轴度检测装置的下腔体吻合,此时中空的喷管51插入检测片3与定位片2之间,若纺织用喷嘴存在轴向变形,则检测片3被推移并平动,通过观察导向杆30位移即可判断喷嘴变形程度。检测过程中,检测人员将本装置手动旋转一周,以所得最大位移为喷嘴变形度。得到最大位移值时的导向杆30方向可用于辅助寻找工件的变形位置。
21.作为优选方式,所述导向杆30的上端面刻画有至少一道刻度线,在许可的变形范围内,该刻度线被扇形定位块22隐蔽,若检测过程中该刻度线目视可见,则说明被检工件变形过大,需要修整或更换。
22.本发明的具体实施方式包括但不局限于上述实施例,在不背离本发明精神及其实质的情况下,熟悉本领域的技术人员可根据本发明作出各种相应的改变和变形,但仍然落入本发明的保护范围。
技术特征:
1.一种纺织用喷嘴同轴度检测装置,包括中空的锥形台(1),其特征在于:所述锥形台(1)的内腔设置为上腔体和下腔体;所述上腔体的一侧固定设置有定位片(2)、其对侧通过导向装置活动设置有检测片(3);所述定位片(2)截面为弧形,其下端直径大于上端直径;所述检测片(3)截面为弧形,其下端直径大于上端直径;所述定位片(2)、检测片(3)吻合状态下组成锥形管。2.如权利要求1所述的纺织用喷嘴同轴度检测装置,其特征在于:所述定位片(2)的背侧固定连接有截面为矩形的定位杆(20),所述锥形台(1)的上端面切割有与所述定位杆匹配的(20)定位槽;所述定位杆(20)与所述定位槽螺栓连接。3.如权利要求1所述的纺织用喷嘴同轴度检测装置,其特征在于:所述导向装置包括连接在检测片(3)背侧的截面为矩形的导向杆(30),还包括与所述导向杆(30)匹配的导向槽(220);所述锥形台(1)的上端面切割有扇形沉台,所述扇形沉台上螺栓连接有扇形定位块(22),所述导向槽(220)设置在所述锥形台(1)与扇形定位块(22)的结合部。4.如权利要求1所述的纺织用喷嘴同轴度检测装置,其特征在于:所述定位片(2)上沿其径向设置有前后固定杆(21、21’),所述检测片(3)上沿其径向设置有前后活动杆(31、31’);所述前固定杆与前活动杆之间、后固定杆与后活动杆之间都套装有弹性橡胶圈(4)。
技术总结
本发明公开了一种纺织用喷嘴同轴度检测装置,其包括中空的锥形台,所述锥形台的内腔设置为上腔体和下腔体;所述上腔体的一侧固定设置有定位片、其对侧通过导向装置活动设置有检测片;所述定位片截面为弧形,其下端直径大于上端直径;所述检测片截面为弧形,其下端直径大于上端直径;所述定位片、检测片吻合状态下组成锥形管。本发明能对纺织用喷嘴同轴度进行快速检测,操作方便、快速,检测结果客观。检测结果客观。检测结果客观。
技术研发人员:鲍琦
受保护的技术使用者:安徽华泰纺织有限公司
技术研发日:2021.11.22
技术公布日:2022/1/28
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1