化工设备焊接口试压密封工装的制作方法
1.本实用新型涉及化工设备焊接口试压领域,具体涉及一种化工设备焊接口试压密封工装。
背景技术:
2.化工设备设计时,往往将在运行过程中,不需现场拆卸、维护、检修的连接口设计为焊接连接口,以保证其运行过程中密封性能,因焊接连接口无法兰,设备制作过程中需在连接管端部预留水压试验余量,试压时焊接试压管帽,试压完成后割除试压管帽及试压余量,并对管端坡口进行加工,如采用crmo钢制接管,在焊接试压管帽前需预热,试压管帽焊接完成后需消除应力热处理,试压用管帽只能利用1~2次,不但对资源造成浪费,而且浪费工作时间。
技术实现要素:
3.本实用新型克服现有技术的不足,提供一种化工设备焊接口试压密封工装,免除设备焊接口试压过程中对焊接口端部的损坏,利用可重复利用的法兰、管帽等组件进行水压试验,过程中采用螺栓紧固,使用方便,节约焊接口封堵时间,降低设备制作成本,提高设备整体制作质量。
4.为解决上述技术问题,本实用新型所采用的技术方案为:
5.一种化工设备焊接口试压密封工装,包括筒体内部支撑件、内部密封压盖、法兰和管帽,所述筒体内部支撑件与内部密封压盖之间通过若干内部紧固双头螺柱和内部紧固螺母连接,所述法兰与内部密封压盖的边缘通过外部紧固双头螺柱和外部紧固螺母连接,所述管帽焊接在法兰的上端,所述内部密封压盖靠近筒体内部支撑件的一侧固接有保护筒,所述保护筒内设置有牛筋密封垫,所述法兰与内部密封压盖的连接处设有缠绕垫。
6.上述工装的使用方法,包括以下步骤:
7.1)制作化工设备焊接口试压工装的部件,内部密封压盖与牛筋垫加工螺栓孔及中心加工平衡孔,密封面尺寸及螺栓连接孔分布、圆直径及孔大小与标准法兰相同,并在内部密封压盖下端焊接护筒,筒体内部支撑件与内部密封压盖相对应的位置处开设有相同的螺栓孔;
8.2)将筒体内部支撑件放入设备筒体内部,在筒体内部将内部紧固双头螺柱穿入筒体内部支撑件,在筒体外部将牛筋密封垫、内部密封压盖套装在焊接口端部,在不受预紧力的装态调整内部密封压盖与筒体内部支撑件位置,位置调整完毕后,均匀紧固内部双头螺柱紧固件,使牛筋密封垫与内部密封压盖及焊接口端部紧密接触,实现焊接口端部密封;
9.3)端部密封完成后,在内部密封压盖外侧紧固法兰
‑
管帽组件,利用缠绕垫进行密封,从而实现内部密封压盖与法兰密封;
10.4)最后封堵人孔,按设计蓝图及工艺要求进行水压试验,试验合格后,逐件拆除并标记清晰,方便后续重复利用。
11.与现有技术相比本实用新型具有以下有益效果:
12.本实用新型免除试压过程中对焊接口端部的损坏,利用可重复利用的法兰、管帽等组件进行水压试验,过程中采用螺栓紧固,使用方便,节约焊接口封堵时间,降低设备制作成本,提高设备整体制作质量。
附图说明
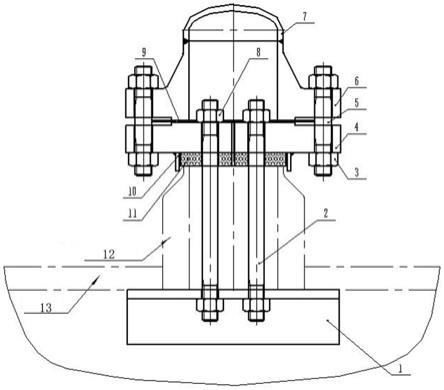
13.图1为本实用新型化工设备焊接口试压密封工装结构示意图。
14.图中标记如下:
[0015]1‑
筒体内部支撑件,2
‑
内部紧固双头螺柱,3
‑
外部紧固螺母,4
‑
内部密封压盖,5
‑
外部紧固双头螺柱,6
‑
法兰,7
‑
管帽,8
‑
内部紧固螺母,9
‑
缠绕垫,10
‑
保护筒,11
‑
牛筋密封垫,12
‑
设备焊接连接管口,13
‑
设备筒体。
具体实施方式
[0016]
以下结合具体实施例对本实用新型作进一步说明。
实施例
[0017]
如图1所示一种化工设备焊接口试压密封工装,包括筒体内部支撑件1、内部密封压盖4、法兰6和管帽7,所述筒体内部支撑件1与内部密封压盖4之间通过若干内部紧固双头螺柱2和内部紧固螺母8连接,所述法兰6与内部密封压盖4的边缘通过外部紧固双头螺柱5和外部紧固螺母3连接,所述管帽7焊接在法兰6的上端,所述内部密封压盖4靠近筒体内部支撑件1的一侧固接有保护筒10,所述保护筒10内设置有牛筋密封垫11,所述法兰6与内部密封压盖4的连接处设有缠绕垫9。
[0018]
其中焊接口端部密封内部采用筒体内部支撑件1、内部密封压盖4固定内部紧固双头螺柱2压紧牛筋密封垫11,实现焊口端部密封;内部密封压盖4与法兰5密封采用法兰
‑
管帽组件与支撑盘通过外部紧固双头螺柱压紧缠绕垫密封,主要密封内部密封压盖4中心平衡孔及内部螺柱穿过内部密封压盖4螺柱间隙。
[0019]
进一步的,所述法兰、管帽、内部紧固双头螺柱、内部紧固螺母、外部紧固双头螺柱、外部紧固螺母、缠绕垫采用标准产品,内部密封压盖与牛筋密封垫加工2~4个螺栓孔。
[0020]
采用上述工装进行化工设备焊接口试压密封方法,步骤如下:
[0021]
1)制作化工设备焊接口试压工具,包括筒体内部支撑件1、内部紧固双头螺柱2、外部紧固螺母3、内部密封压盖4、外部紧固双头螺柱5、法兰6、管帽7、内部紧固螺母8、缠绕垫9、保护筒10、牛筋密封垫11,其中法兰6、管帽7、内部紧固双头螺柱2、内部紧固螺母3、外部紧固双头螺柱5、外部紧固螺母3、缠绕垫9采用标准产品,内部密封压盖4与牛筋垫加工2~4个螺栓孔及中心加工平衡孔,密封面尺寸及螺栓连接孔分布圆直径及孔大下与标准法兰相同,并在内部密封压盖4下端焊接保护筒10,筒体内部支撑件1与内部密封压盖4相对位置相同的2~4个螺栓孔。
[0022]
2)将筒体内部支撑件1放入设备筒体13内部,在筒体内部将连接内部紧固双头螺柱2穿入筒体内部支撑件1,在筒体外部将牛筋密封垫11、内部密封压盖4套装在焊接口端部,在不受预紧力的装态调整内部密封压盖4与筒体内部支撑件1位置,位置调整完毕后,均
匀紧固内部双头螺柱2紧固件,使牛筋密封垫11与内部密封压盖4及焊接口端部紧密接触,实现焊接口端部密封;
[0023]
3)端部密封完成后,因内部密封压盖上表面的密封面尺寸、外周螺栓连接孔分布圆直径及孔大下与标准法兰相同,在密封压盖外侧紧固法兰
‑
管帽组件,利用缠绕垫9进行密封,从而实现内部密封压盖4与法兰密封;
[0024]
4)最后封堵人孔,按设计蓝图及工艺要求进行水压试验,试验合格后,逐件拆除并标记清晰,方便后续重复利用。
技术特征:
1.一种化工设备焊接口试压密封工装,其特征在于,包括筒体内部支撑件(1)、内部密封压盖(4)、法兰(6)和管帽(7),所述筒体内部支撑件(1)与内部密封压盖(4)之间通过若干内部紧固双头螺柱(2)和内部紧固螺母(8)连接,所述法兰(6)与内部密封压盖(4)的边缘通过外部紧固双头螺柱(5)和外部紧固螺母(3)连接,所述管帽(7)焊接在法兰(6)的上端,所述内部密封压盖(4)靠近筒体内部支撑件(1)的一侧固接有保护筒(10),所述保护筒(10)内设置有牛筋密封垫(11),所述法兰(6)与内部密封压盖(4)的连接处设有缠绕垫(9)。2.根据权利要求1所述的化工设备焊接口试压密封工装,其特征在于,所述法兰(6)、管帽(7)、内部紧固双头螺柱(2)、内部紧固螺母(8)、外部紧固双头螺柱(5)、外部紧固螺母(3)、缠绕垫(9)采用标准产品,内部密封压盖(4)与牛筋密封垫(11)均加工2~4个螺栓孔。
技术总结
本实用新型涉及化工设备焊接口试压领域,具体涉及一种化工设备焊接口试压密封工装;工装包括筒体内部支撑件、内部紧固双头螺柱、外部紧固螺母、内部密封压盖、外部紧固双头螺柱、法兰、管帽、内部紧固螺母、缠绕垫、保护筒、牛筋密封垫。具体为化工设备制作完成后,对化工设备焊接孔进行封堵试压,化工设备焊接口试压密封方法,以满足化工设备制作完成后,进行水压试验时不需焊接试压封头、割除试压余量、修磨坡口等,适用于焊接连接口水压试验密封。免除试压过程中对焊接口端部的损坏,过程中采用螺栓紧固,使用方便,节约焊接口封堵时间,降低设备制作成本,提高设备整体制作质量。提高设备整体制作质量。提高设备整体制作质量。
技术研发人员:王强 樊华 郑丽梅 仙笑笑
受保护的技术使用者:山西阳煤化工机械(集团)有限公司
技术研发日:2021.03.11
技术公布日:2021/11/28
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1