一种自动检测车灯尺寸机构的制作方法
1.本实用新型涉及车灯检测技术领域,具体是一种自动检测车灯尺寸机构。
背景技术:
2.整车车灯系统的安装结构中,车灯系统部件多达几十种,在安装各个部件的单独工序中都是搭载一个检测存在传感器来检测安装部件的存在,而且部分零部件安装检测是否到位也是靠调节安装机构的伸出位置来保证;安装车灯内部零件时正常在每一工序都需要搭载一套检测存在的机构,但由于车灯部件较多,其中包含诸多部件由于自身结构以及位置关系无法实现检测,在完成整个车灯安装后容易出现漏装错装的可能,并且其中部分部件对安装到车灯所处位置的到位合格性也是有要求范围的,难以满足工作人员的需求。
技术实现要素:
3.本实用新型的目的在于提供一种自动检测车灯尺寸机构,以解决上述背景技术中提出的问题。
4.为实现上述目的,本实用新型提供如下技术方案:
5.一种自动检测车灯尺寸机构,包括自动检测本体,所述自动检测本体包括灯体检测机构、灯体固定夹具和检测结构上固定板,所述灯体检测机构的底端与灯体固定夹具连接,其顶端与检测结构上固定板连接。
6.作为本实用新型进一步的方案:所述灯体检测机构包括ur机械手、第一固定座、第二固定座和相机,相机与第二固定座连接,第二固定座与第一固定座连接,第一固定座与ur机械手连接,ur机械手的一端与检测结构上固定板连接。
7.作为本实用新型再进一步的方案:所述灯体检测机构设置有若干个,且分别与灯体固定夹具和检测结构上固定板连接。
8.作为本实用新型再进一步的方案:所述相机通过螺钉与第二固定座连接。
9.作为本实用新型再进一步的方案:所述第二固定座通过螺栓与第一固定座连接。
10.作为本实用新型再进一步的方案:所述第一固定座通过螺钉与ur机械手连接。
11.作为本实用新型再进一步的方案:所述ur机械手通过螺栓与检测结构上固定板连接。
12.相比于现有技术,本实用新型的优点在于:
13.本实用新型所述的自动检测本体既可以检测可目视到的所有漏装部件,同时也可以检测到部分部件是否安装到位,其可以自动检测,可替代人工检测装等部件是否遗漏,检测更加精准,方便了工作人员的使用,此外,可通过成像原理检测到灯内部分位置的装配到位是否准确,解决了由于部分位置检测不了的人工检测替代性,另外,可实现一体多检测,即可在一个检测平台上实现大多的检测项目,大大提高了装灯后检测效率,另外,各个部件之间均采用螺栓和螺钉可拆卸连接,方便了对其拆卸以及安装。
附图说明
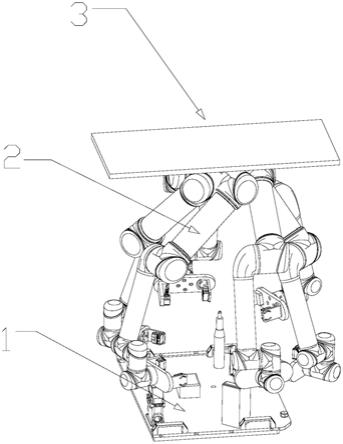
14.图1为本实用新型的一种自动检测车灯尺寸机构的整体结构示意图;
15.图2为本实用新型的一种自动检测车灯尺寸机构灯体检测机构的结构示意图。
16.图中:1、灯体检测机构;2、灯体固定夹具;3、检测结构上固定板;11、ur机械手;12、第一固定座;13、第二固定座;14、相机。
具体实施方式
17.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
18.实施例1:
19.请参阅图1至图2,本实用新型实施例中:
20.一种自动检测车灯尺寸机构,包括自动检测本体,所述自动检测本体包括灯体检测机构1、灯体固定夹具2和检测结构上固定板3,所述灯体检测机构1的底端与灯体固定夹具2连接,其顶端与检测结构上固定板3连接。
21.在本实施例中:所述灯体检测机构包括ur机械手11、第一固定座12、第二固定座13和相机14,相机与第二固定座13连接,第二固定座13与第一固定座12连接,第一固定座12与ur机械手11连接,ur机械手11的一端与检测结构上固定板3连接。通过ur机械手11可以很好地对相机的使用位置进行移动。
22.在本实施例中:所述灯体检测机构1设置有若干个,且分别与灯体固定夹具2和检测结构上固定板3连接。进一步提高了其检测时的精确度。
23.在本实施例中:所述相机14通过螺钉与第二固定座13连接。方便了对其拆卸以及安装。
24.在本实施例中:所述第二固定座13通过螺栓与第一固定座12连接。方便了对其拆卸以及安装。
25.在本实施例中:所述第一固定座12通过螺钉与ur机械手11连接。方便了对其拆卸以及安装。
26.在本实施例中:所述ur机械手11通过螺栓与检测结构上固定板3连接。方便了对其拆卸以及安装。
27.实施例2:
28.在使用时,将已安装完成的整灯放到灯体固定夹具2上,并自动固定。如图1,图中有n个灯体检测机构1,待灯体固定后,根据已编辑好的程序,相机在ur机械手11的摆动下自动停置在将要检测的灯体附近位置,其中每个ur机械手11连接两个相机14,停置后相机14开始成像工作,根据已编程好的检测范围将相机14拍摄灯体各个检测位置所成的像自动回传给本新型机构以外连接的设备显示屏上显示判定检测结果,此时一个检测工作循环结束。
29.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用
新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
技术特征:
1.一种自动检测车灯尺寸机构,包括自动检测本体,其特征在于,所述自动检测本体包括灯体检测机构、灯体固定夹具和检测结构上固定板,所述灯体检测机构的底端与灯体固定夹具连接,其顶端与检测结构上固定板连接。2.根据权利要求1所述的一种自动检测车灯尺寸机构,其特征在于:所述灯体检测机构包括ur机械手、第一固定座、第二固定座和相机,相机与第二固定座连接,第二固定座与第一固定座连接,第一固定座与ur机械手连接,ur机械手的一端与检测结构上固定板连接。3.根据权利要求1所述的一种自动检测车灯尺寸机构,其特征在于:所述灯体检测机构设置有若干个,且分别与灯体固定夹具和检测结构上固定板连接。4.根据权利要求2所述的一种自动检测车灯尺寸机构,其特征在于:所述相机通过螺钉与第二固定座连接。5.根据权利要求4所述的一种自动检测车灯尺寸机构,其特征在于:所述第二固定座通过螺栓与第一固定座连接。6.根据权利要求2所述的一种自动检测车灯尺寸机构,其特征在于:所述第一固定座通过螺钉与ur机械手连接。7.根据权利要求2所述的一种自动检测车灯尺寸机构,其特征在于:所述ur机械手通过螺栓与检测结构上固定板连接。
技术总结
本实用新型涉及一种自动检测车灯尺寸机构,包括自动检测本体,所述自动检测本体包括灯体检测机构、灯体固定夹具和检测结构上固定板,所述灯体检测机构的底端与灯体固定夹具连接,其顶端与检测结构上固定板连接。本实用新型所述的自动检测本体既可以检测可目视到的所有漏装部件,同时也可以检测到部分部件是否安装到位,其可以自动检测,可替代人工检测装等部件是否遗漏,检测更加精准。检测更加精准。检测更加精准。
技术研发人员:冯慧 耿冬冬 刘岩 安明江 王宇 王勇 张留柱
受保护的技术使用者:长春市金星源机械有限公司
技术研发日:2021.04.24
技术公布日:2022/5/10
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1