一种提升冷轧钢带缺陷检出率的装置的制作方法
1.本实用新型属于板材的延展性测试领域,具体涉及一种提升冷轧钢带缺陷检出率的装置。
背景技术:
2.在生产冷轧钢带时,需要对冷轧钢带表面的缺陷进行检测,以提高冷轧钢带的质量。
3.申请号为cn201620224199.0的实用新型专利公开了一种基材缺陷检测装置和光源装置,包括光源装置和图像获取装置,图像获取装置和光源装置相互配合,以检测基材是否存在缺陷,该技术方案用在冷轧钢带生成工艺时,虽然能够检测出冷轧钢带存在缺陷,但是在冷轧钢带生成工艺中,冷轧钢带是不断运动的,采用该技术方案,在分析出缺陷后无法对该缺陷的所在位置进行标记,即无法准确且快速的找出该缺陷所在的位置。
技术实现要素:
4.为了克服上述现有技术的缺陷,本实用新型所要解决的技术问题是提供一种提升冷轧钢带缺陷检出率的装置,能够快速的找出冷轧钢带上缺陷所在的位置。
5.为了解决上述技术问题,本实用新型采用的技术方案为:
6.一种提升冷轧钢带缺陷检出率的装置,包括传送滚轴、光源组件、摄像头和图像分析仪,所述传送滚轴上表面用于放置冷轧钢带,所述光源组件和摄像头均设于冷轧钢带处,所述摄像头与所述图像分析仪电连接,还包括气缸和标记笔,所述气缸和摄像头均设于所述冷轧钢带的正上方,且所述摄像头和气缸均沿传送滚轴的传送方向间隔布置,所述气缸设于靠近所述传送滚轴的输出端的位置,所述摄像头设于远离所述传送滚轴的输出端的位置;
7.所述标记笔设于所述气缸,所述气缸带动所述标记笔上的标记部与所述冷轧钢带的表面接触。
8.进一步的,所述摄像头和气缸之间的间距大于或等于所述冷轧钢带的传输长度,该冷轧钢带的传输长度为图像分析仪对冷轧钢带进行分析所需的时间内,所述滚轴对冷轧钢带的输送长度。
9.进一步的,所述冷轧钢带的正下方和正上方均设有一光源组件、摄像头、气缸和标记笔。
10.进一步的,所述光源组件和摄像头均设于所述冷轧钢带的正上方,且所述光源组件和摄像头均沿传送滚轴的传送方向间隔布置,所述光源组件的照射方向和所述摄像头的图像获取方向均是朝所述冷轧钢带表面倾斜设置,且所述光源组件的照射方向和所述摄像头的图像获取方向在所述冷轧钢带表面交汇。
11.进一步的,所述光源组件为led灯。
12.本实用新型的有益效果在于:
13.采用该技术方案,当图像分析仪通过摄像头输送的图片检测出冷轧钢带有瑕疵时,气缸带动标记笔对有瑕疵部分的冷轧钢带进行标记,通过标记能够将冷轧钢带上的瑕疵部分快速的找出。
附图说明
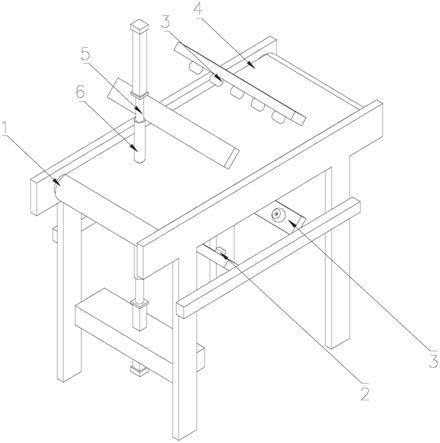
14.图1为本实用新型的结构示意图;
15.标号说明:
16.1、传送滚轴;2、光源组件;3、摄像头;4、冷轧钢带;5、气缸;6、标记笔。
具体实施方式
17.为详细说明本实用新型的技术内容、所实现目的及效果,以下结合实施方式并配合附图予以说明。
18.参照图1,一种提升冷轧钢带缺陷检出率的装置,包括传送滚轴1、光源组件2、摄像头3和图像分析仪(图中未视出),传送滚轴1上表面用于放置冷轧钢带4,光源组件2和摄像头3均设于冷轧钢带4处,摄像头3与图像分析仪(图中未视出)电连接,本技术方案还包括气缸5和标记笔6,气缸5和摄像头3均设于冷轧钢带4的正上方,且摄像头3和气缸5均沿传送滚轴1的传送方向间隔布置,气缸5设于靠近传送滚轴1的输出端的位置,摄像头3设于远离传送滚轴1的输出端的位置;标记笔6设于气缸5,气缸5带动标记笔6上的标记部与冷轧钢带4的表面接触。本实施方式的光源组件2为led灯。
19.使用原理:
20.光源组件2照射冷轧钢带4,摄像头3拍摄冷轧钢带4被光源组件2照射的位置,并将拍摄的图片传输给图像分析仪(图中未视出),图像分析仪(图中未视出)对图像进行分析,如图像分析仪(图中未视出)得出的结果是冷轧钢带4具有瑕疵,并且给出瑕疵部分对应的坐标位置,外部的控制器根据该坐标位置控制气缸驱动,此时气缸5带动标记笔6对冷轧钢带4上具有瑕疵的部分进行标记。采用该技术方案,通过标记能够将冷轧钢带4上的瑕疵部分快速的找出。在本方案中,光源组件2、摄像头3、图像分析仪以及气缸分别与控制器电连接,该控制器可采用现有的单片机或集成度更高的具有数据处理能力的嵌入式芯片。
21.参照图1,本技术方案摄像头3和气缸5之间的间距大于或等于冷轧钢带4的传输长度,该冷轧钢带4的传输长度为图像分析仪(图中未视出)对冷轧钢带4进行分析所需的时间内,滚轴对冷轧钢带4的输送长度。优选的摄像头3和气缸5之间的间距大于冷轧钢带4的传输长度。
22.采用该技术方案,其一,可以为气缸5带动标记笔6朝冷轧钢带4移动预留足够的时间;其二,可以等图像分析仪(图中未视出)完全分析出结果后再进行标记,使标记准确无误。
23.参照图1,本技术方案的冷轧钢带4的正下方和正上方均设有一光源组件2、摄像头3、气缸5和标记笔6。
24.采用该技术方案,能够对冷轧钢带4的两面进行检测。
25.参照图1,本技术方案的光源组件2和摄像头3均设于冷轧钢带4的正上方,且光源组件2和摄像头3均沿传送滚轴1的传送方向间隔布置,光源组件2的照射方向和摄像头3的
图像获取方向均是朝所述冷轧钢带4表面倾斜设置,且光源组件2的照射方向和摄像头3的图像获取方向在冷轧钢带4表面交汇。
26.采用该技术方案,将光源组件2的照射方向和摄像头3的图像获取方向在冷轧钢带4表面交汇,可以使摄像头3获取的图像信息更加清晰。
27.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等同变换,或直接或间接运用在相关的技术领域,均同理包括在本实用新型的专利保护范围内。
技术特征:
1.一种提升冷轧钢带缺陷检出率的装置,包括传送滚轴、光源组件、摄像头和图像分析仪,所述传送滚轴上表面用于放置冷轧钢带,所述光源组件和摄像头均设于冷轧钢带处,所述摄像头与所述图像分析仪电连接,其特征在于:还包括气缸和标记笔,所述气缸和摄像头均设于所述冷轧钢带的正上方,且所述摄像头和气缸均沿传送滚轴的传送方向间隔布置,所述气缸设于靠近所述传送滚轴的输出端的位置,所述摄像头设于远离所述传送滚轴的输出端的位置;所述标记笔设于所述气缸,所述气缸带动所述标记笔上的标记部与所述冷轧钢带的表面接触。2.根据权利要求1所述的一种提升冷轧钢带缺陷检出率的装置,其特征在于:所述摄像头和气缸之间的间距大于或等于所述冷轧钢带的传输长度,该冷轧钢带的传输长度为图像分析仪对冷轧钢带进行分析所需的时间内,所述滚轴对冷轧钢带的输送长度。3.根据权利要求1所述的一种提升冷轧钢带缺陷检出率的装置,其特征在于:所述冷轧钢带的正下方和正上方均设有一光源组件、摄像头、气缸和标记笔。4.根据权利要求1所述的一种提升冷轧钢带缺陷检出率的装置,其特征在于:所述光源组件和摄像头均设于所述冷轧钢带的正上方,且所述光源组件和摄像头均沿传送滚轴的传送方向间隔布置,所述光源组件的照射方向和所述摄像头的图像获取方向均是朝所述冷轧钢带表面倾斜设置,且所述光源组件的照射方向和所述摄像头的图像获取方向在所述冷轧钢带表面交汇。5.根据权利要求1所述的一种提升冷轧钢带缺陷检出率的装置,其特征在于:所述光源组件为led灯。
技术总结
本实用新型属于板材的延展性测试领域,具体公开了一种提升冷轧钢带缺陷检出率的装置,包括传送滚轴、光源组件、摄像头、图像分析仪、气缸和标记笔,气缸和摄像头均设于所述冷轧钢带的正上方,且摄像头和气缸均沿传送滚轴的传送方向间隔布置,标记笔设于所述气缸,所述气缸带动所述标记笔上的标记部与所述冷轧钢带的表面接触。采用本实用新型,能够快速的找出冷轧钢带上缺陷所在的位置。冷轧钢带上缺陷所在的位置。冷轧钢带上缺陷所在的位置。
技术研发人员:李宇 贾永军 蒋雷雷 全海彬 杨耀
受保护的技术使用者:福建青拓特钢技术研究有限公司
技术研发日:2021.07.16
技术公布日:2022/1/11
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1