一种用于快速制作结构粘接标准拉剪试样的夹具的制作方法
1.本实用新型涉及连接技术力学试验的试样制作夹具技术领域,涉及一种用于快速制作结构粘接标准拉剪试样的夹具,尤其是单搭接拉剪粘接试样的快速制备夹具。
背景技术:
2.结构粘接工艺是轻量化车身上常见的连接工艺。近年来,铝合金、复合材料的大量使用使得传统全钢车身上的电阻点焊工艺无法满足轻量化多材料车身的要求。因此以高性能结构粘接为代表的新型车身连接工艺开始广泛地用于新车型的车身等结构上。单搭接构型是车身上最为常见的结构粘接接头构型。因此,单搭拉剪接头也是结构粘接的静态和疲劳力学性能评估最常用的试样。astm-d1002、iso 4587等标准均对单搭连接粘接试样的构型、尺寸、测试方法等做出了规定。
3.实验室在开展astm-d1002、iso 4587拉剪试验时,通常以手工方式制作试样。这种方式制备试样不仅费时费力,而且试样常会出现胶层厚度不准/不均、胶层孔洞、搭接宽度不准、上下试片离轴等问题,导致试样合格率较低。这不仅会浪费资源,而且会导致试验结果不准确,数据质量差。
技术实现要素:
4.为了解决现有技术中存在的不足,本实用新型提出了一种用于快速制作结构粘接标准拉剪试样的夹具;既可以提高试样制备的合格率,也能提高粘接试样的制作效率。
5.本实用新型所采用的技术方案如下:
6.一种用于快速制作结构粘接标准拉剪试样的夹具,包括快速夹具、底座、限制杆、第一夹块、第二夹块和垫片;所述第一夹块和第二夹块固定安装在底座上且两个夹块保持在同一直线上,第一夹块和第二夹块之间留有空隙;第一夹块、第二夹块的上表面是水平面用于放置两块待粘接试样;根据待粘接试样的厚度,在某一块夹块的底部增加垫片,调整该夹块的高度,使得待粘接试样的粘接区域相互重合;分别在第一夹块和第二夹块上装有快速夹具,利用快速夹具对第一夹块和第二夹块上的待粘接试样进行夹紧;在第一夹块和第二夹块上分别设置限制杆,限制杆分别与待粘接试样的粘接的端部相接触,保证试样搭接区的长度。
7.进一步,所述快速夹具采用肘夹,两个肘夹的基座通过紧固件分别固定安装在第一夹块和第二夹块同一侧的侧壁上;两个肘夹的夹紧头分别朝向第一夹块和第二夹块的上表面设置,用于对第一夹块和第二夹块上平面上的待粘接试样进行夹紧。
8.进一步,在夹块相对的壁面上开设通孔,将限制杆的长杆置于通孔内,并用顶丝的方式对通孔内限制杆的位置进行固定。
9.进一步,在所述限制杆包括短杆和长杆,且两者互相垂直呈“l”状,2根限制杆的短杆位于第一夹块和第二夹块之间的空隙处,旋转限制杆的角度,使得低处限制杆的短杆对低位试样粘接端的位置进行限定;高处限制杆的短杆对高位试样粘接端的位置进行限定。
10.进一步,在第一夹块或第二夹块的上表面上均设有凸起,在凸起上开设通孔,用于安装限制杆。
11.进一步,底座上开有定位孔,第一夹块和第二夹块底部开有连接孔,通过连接件将第一夹块和第二夹块分别与底座的定位孔之间连接,实现第一夹块和第二夹块在底座上的固定安装。
12.进一步,在底座的一侧边沿设有竖直的挡板用于限位。
13.进一步,所述垫片开设有与底座的定位孔相应的连接孔。
14.有益效果
15.本申请所设计的夹具整体结构简单,且可以根据试样的厚度通过增加垫片的方式灵活调节夹块的高度,保证试样之间的高度差;并利用快速夹具对试样进行快速定位。通过夹块之间的限制杆能够控制相同试样之间的搭接区的长度;在进行相同试样的粘接,不用再次调节;可以提高工作效率,并提高试样制备的合格率。
附图说明
16.图1是结构粘接单搭拉剪试样示意图;
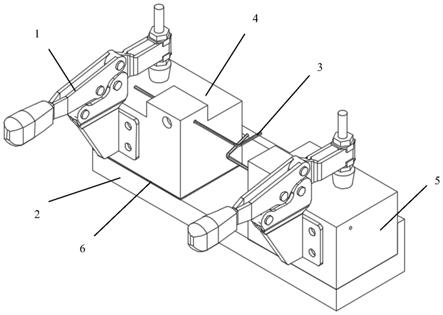
17.图2是结构粘接拉剪试样夹具的爆炸图;
18.图3是试样粘接示意图;
19.图4是结构粘接拉剪试样夹具主视图;
20.图5是肘夹结构示意图;
21.图中,1、快速夹具,2、底座,3、限制杆,4、第一夹块,5、第二夹块,6、垫片。
具体实施方式
22.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅用于解释本实用新型,并不用于限定本实用新型。
23.如图1和2所示的一种用于快速制作结构粘接标准拉剪试样的夹具,包括快速夹具1、底座2、限制杆3、第一夹块4、第二夹块5和垫片6。底座2上开有定位孔,且在底座2的一侧边沿设有竖直的挡板用于限位。第一夹块4和第二夹块5安装在底座2上且两个夹块保持在同一直线上;第一夹块4和第二夹块5底部开有连接孔,通过连接件(如螺柱、螺栓等)将第一夹块4和第二夹块5分别与底座2的定位孔之间连接,实现第一夹块4和第二夹块5在底座2上的固定安装,第一夹块4和第二夹块5之间留有空隙。第一夹块4和第二夹块5结构相似,第一夹块4和第二夹块5均为长方体结构;第一夹块4和第二夹块5的上表面是水平面用于放置两块待粘接试样。在第一夹块4和第二夹块5的上表面上均设有凸起,如图所示该凸起为正方体,且两个凸起设置在第一夹块4和第二夹块5的同一侧。
24.在第一夹块4和第二夹块5上分别固定安装有快速夹具1,两个快速夹具1可以采用肘夹如图5,两个肘夹的基座通过紧固件分别固定安装在第一夹块4和第二夹块5同一侧的侧壁上;两个肘夹的夹紧头分别朝向第一夹块4和第二夹块5的上表面设置,用于对第一夹块4和第二夹块5上平面上的待粘接试样进行夹紧。
25.为了对试样搭接区的长度进行调控,分别在第一夹块4和第二夹块5上设置限制杆
3,限制杆3包括短杆和长杆,且两者互相垂直呈“l”状。在夹块相对的壁面上或者凸起相对的壁面上开设通孔,将限制杆3的长杆置于通孔内,并用顶丝的方式对通孔内限制杆3的位置进行固定。2根限制杆3的短杆位于第一夹块4和第二夹块5之间的空隙处,通过旋转限制杆3的角度,使得2根限制杆3的短杆分别对2块试样粘接端的位置进行限定。如图3、4所示,在工作时,首先根据试样的厚度,在第二夹块5的底部增加垫片6,垫片6开设有与底座2的定位孔相应的连接孔;利用垫片6的厚度来改变第一夹块4与第二夹块5的相对高度,用来适应不同厚度的试样且保证两个试样中心线在同一高度;将试样a放置在第一夹块4上,将试样b放置在第二夹块5上,如图3旋转第一夹块4上限制杆3短杆的角度使其向上,通过短杆的顶部抵住试样a的头部;旋转第二夹块5上限制杆3短杆的角度使其向下,通过短杆的顶部抵住试样b的头部;保证试样a和试样b之间搭接区的长度;利用快速夹具1对试样的尾部进行夹紧。在试样搭接区端部的接触面涂覆结构胶,用刀片等工具将搭接区受压后溢出的结构胶刮除。在保持两个限制杆3位置及角度的基础上,可以直接进行下一组相同试样的粘接,不用再调节;可以提高工作效率。
26.以上,仅为本装置较佳的具体实施方式,但本装置的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本装置揭露的技术范围内,根据本装置的技术方案及其装置构思加以等同替换或改变,都应涵盖在本装置的保护范围之内。
技术特征:
1.一种用于快速制作结构粘接标准拉剪试样的夹具,其特征在于,包括快速夹具(1)、底座(2)、限制杆(3)、第一夹块(4)、第二夹块(5)和垫片(6);所述第一夹块(4)和第二夹块(5)固定安装在底座(2)上且两个夹块保持在同一直线上,第一夹块(4)和第二夹块(5)之间留有空隙;第一夹块(4)和第二夹块(5)的上表面是水平面用于放置两块待粘接试样;根据待粘接试样的厚度,在某一块夹块的底部增加垫片(6),调整该夹块的高度,使得待粘接试样的粘接区域相互重合;分别在第一夹块(4)和第二夹块(5)上装有快速夹具(1),利用快速夹具(1)对第一夹块(4)和第二夹块(5)上的待粘接试样进行夹紧;在第一夹块(4)和第二夹块(5)上分别设置限制杆(3),限制杆(3)分别与待粘接试样的粘接的端部相接触,保证试样搭接区的长度。2.根据权利要求1所述的一种用于快速制作结构粘接标准拉剪试样的夹具,其特征在于,所述快速夹具(1)采用肘夹,两个肘夹的基座通过紧固件分别固定安装在第一夹块(4)和第二夹块(5)同一侧的侧壁上;两个肘夹的夹紧头分别朝向第一夹块(4)和第二夹块(5)的上表面设置,用于对第一夹块(4)和第二夹块(5)上平面上的待粘接试样进行夹紧。3.根据权利要求1所述的一种用于快速制作结构粘接标准拉剪试样的夹具,其特征在于,在夹块相对的壁面上开设通孔,将限制杆(3)的长杆置于通孔内,并用顶丝的方式对通孔内限制杆(3)的位置进行固定。4.根据权利要求3所述的一种用于快速制作结构粘接标准拉剪试样的夹具,其特征在于,在所述限制杆(3)包括短杆和长杆,且两者互相垂直呈“l”状,2根限制杆(3)的短杆位于第一夹块(4)和第二夹块(5)之间的空隙处,旋转限制杆(3)的角度,使得低处限制杆(3)的短杆对低位试样粘接端的位置进行限定;高处限制杆(3)的短杆对高位试样粘接端的位置进行限定。5.根据权利要求1所述的一种用于快速制作结构粘接标准拉剪试样的夹具,其特征在于,在第一夹块(4)或第二夹块(5)的上表面上均设有凸起,在凸起上开设通孔,用于安装限制杆(3)。6.根据权利要求1所述的一种用于快速制作结构粘接标准拉剪试样的夹具,其特征在于,底座(2)上开有定位孔,第一夹块(4)和第二夹块(5)底部开有连接孔,通过连接件将第一夹块(4)和第二夹块(5)分别与底座(2)的定位孔之间连接,实现第一夹块(4)和第二夹块(5)在底座(2)上的固定安装。7.根据权利要求6所述的一种用于快速制作结构粘接标准拉剪试样的夹具,其特征在于,在底座(2)的一侧边沿设有竖直的挡板用于限位。8.根据权利要求6所述的一种用于快速制作结构粘接标准拉剪试样的夹具,其特征在于,所述垫片(6)开设有与底座(2)的定位孔相应的连接孔。
技术总结
本实用新型公开了一种用于快速制作结构粘接标准拉剪试样的夹具,包括快速夹具、底座、限制杆、第一夹块、第二夹块和垫片;所述第一夹块和第二夹块固定安装在底座上且两个夹块保持在同一直线上,第一夹块和第二夹块之间留有空隙;第一夹块、第二夹块的上表面是水平面用于放置两块待粘接试样;根据待粘接试样的厚度,在某一块夹块的底部增加垫片,调整该夹块的高度,使得待粘接试样的粘接区域相互重合;分别在第一夹块和第二夹块上装有快速夹具,利用快速夹具对第一夹块和第二夹块上的待粘接试样进行夹紧;在第一夹块和第二夹块上分别设置限制杆,限制杆分别与待粘接试样的粘接的端部相接触,保证试样搭接区的长度。保证试样搭接区的长度。保证试样搭接区的长度。
技术研发人员:陈秋任 康文远 黄理 赵海龙 黄诗尧 包祖国 韩维建
受保护的技术使用者:长三角先进材料研究院
技术研发日:2021.08.19
技术公布日:2022/3/8
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1