一种带翻边不锈钢边框组件密封性测试装置的制作方法
1.本实用新型涉及测试装置领域,具体涉及一种带翻边不锈钢边框组件密封性测试装置。
背景技术:
2.不锈钢边框极柱和防爆阀密封性检测作为电池壳体制造的过程中的关键环节,主要依靠工装配合压紧,同时对极柱和密封圈进行真空测试,然后在进行氦气测试,从而判断产品的气密性是否符合要求。
3.翻边指的是在坯料的平面部分或曲面部分上,利用模具的作用,使之沿封闭或不封闭的曲线边缘形成有一定角度的直壁或凸缘的成型方法。翻边是冲压工艺的一种。翻边的种类很多,分类方法也不尽相同。其中按变形性质可以分为伸长型翻边和压缩型翻边。
4.现有技术对翻边结构的不锈钢边框无法测试,测试过程中边框有严重压痕。测试后需要对边框进行整形。
技术实现要素:
5.本实用新型的目的就是为了克服上述现有技术存在的缺陷而提供一种保证测试过程对产品边框不会产生变形,并保证测试一致性的带翻边不锈钢边框组件密封性测试装置。
6.本实用新型的目的可以通过以下技术方案来实现:
7.一种带翻边不锈钢边框组件密封性测试装置,该装置包括测试机构,用于将带翻边的边框组件夹紧并测试,该测试机构包括上压块、下压块和密封圈;
8.所述的边框组件位于上压块和下压块之间,所述的密封圈位于上压块和边框组件之间,所述的密封圈靠近边框组件的一侧开设有与边框组件外侧翻边匹配的条槽,该条槽的深度不低于翻边的长度;一般而言,密封圈开有2条槽便于安放翻边结构,槽深需要大于边框组件翻边宽度1mm左右;
9.该装置还包括夹紧机构,用于控制上压块和下压块之间的距离。
10.进一步地,所述密封圈的长度大于边框组件的宽度。避免在测试过程密封圈挤压边框组件,从而产生变形。
11.进一步地,所述下压块的长度与边框组件的宽度相匹配。也是用于防止边框组件变形。
12.进一步地,所述的下压块上开设有便于充氦气的通腔。
13.进一步地,所述的上压块开设有便于抽真空的抽真空腔。
14.进一步地,所述的上压块分别开设有用于测试边框组件上防爆阀部分和极柱部分的2个腔体。
15.进一步地,所述的上压块靠近下压块的一侧设有多个定位销,所述的下压块上设有与定位销匹配的定位孔。定位销的作用是保证装置可靠定位。
16.进一步地,所述的夹紧机构包括下支撑板、侧支撑板、上支撑板和夹紧气缸;
17.所述的侧支撑板固设于下支撑板和上支撑板之间,所述的夹紧气缸设置在上支撑板上。
18.进一步地,所述的上压块与夹紧气缸相连,所述的下压块固设在下支撑板上。
19.进一步地,所述的上支撑板上还设有用于控制夹紧气缸的气缸开关。
20.与现有技术相比,本实用新型具有以下优点:
21.(1)本实用新型保证测试过程对产品边框不会产生变形,并保证测试一致性;
22.(2)经过本实用新型的测试,可提前筛选不合格品,保证后工序产品的成品率。
23.(3)本实用新型的上压块分有2个腔,可一次性完成极柱和防爆阀测试,提高产品的利用率;
24.(4)总之,本实用新型便于翻边结构边框氦检测试,氦检测试后边框无变形,保证测试结果的一致性,提高测试效率,降低劳动成本,可保证后工序产品的成品率。
附图说明
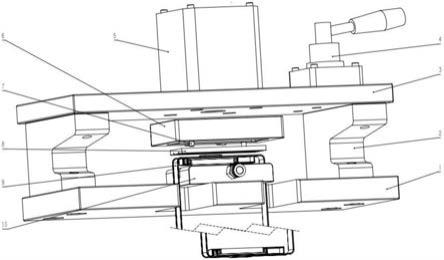
25.图1为实施例中测试装置示意图;
26.图中标号所示:下支撑板1、侧支撑板2、上支撑板3、气缸开关4、夹紧气缸5、上压块6、定位销7、密封圈8、边框组件9、下压块10。
具体实施方式
27.下面结合附图和具体实施例对本实用新型进行详细说明。本实施例在以本实用新型技术方案为前提下进行实施,给出了详细的实施方式和具体的操作过程,但本实用新型的保护范围不限于下述的实施例。
28.实施例
29.一种带翻边不锈钢边框组件密封性测试装置,如图1,该装置包括测试机构,用于将带翻边的边框组件9夹紧并测试,该测试机构包括上压块6、下压块10和密封圈8;边框组件9位于上压块6和下压块10之间,密封圈8位于上压块6和边框组件9之间,密封圈8靠近边框组件9的一侧开设有与边框组件9外侧翻边匹配的条槽,该条槽的深度不低于翻边的长度;一般而言,密封圈8开有2条槽便于安放翻边结构,槽深需要大于边框组件9翻边宽度1mm左右;
30.密封圈8的长度大于边框组件9的宽度。避免在测试过程密封圈8挤压边框组件9,从而产生变形。下压块10的长度与边框组件9的宽度相匹配。也是用于防止边框组件9变形。下压块10上开设有便于充氦气的通腔。上压块6开设有便于抽真空的抽真空腔。上压块6分别开设有用于测试边框组件9上防爆阀部分和极柱部分的2个腔体。压块6靠近下压块10的一侧设有多个定位销7,下压块10上设有与定位销7匹配的定位孔。定位销7的作用是保证装置可靠定位。
31.该装置还包括夹紧机构,用于控制上压块6和下压块10之间的距离。夹紧机构包括下支撑板1、侧支撑板2、上支撑板3和夹紧气缸5;侧支撑板2固设于下支撑板1和上支撑板3之间,夹紧气缸5设置在上支撑板3上。上压块6与夹紧气缸5相连,下压块10固设在下支撑板1上。上支撑板3上还设有用于控制夹紧气缸5的气缸开关4。
32.本装置工作方式是:将边框组件9放置在下压块10上,密封圈8放在上压块6方槽里,并装在一起,然后将边框组件9的2条翻边装到密封圈8的2条槽里,此时夹紧机构下压,上压块6有抽真空腔,下压块10有充氦腔,然后进行氦检测试。
33.以上所述,仅是本实用新型的较佳实施例而已,并非是对本实用新型作其它形式的限制,任何熟悉本专业的技术人员可能利用上述揭示的技术内容加以变更或改型为等同变化的等效实施例。但是凡是未脱离本实用新型技术方案内容,依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化与改型,仍属于本实用新型技术方案的保护范围。
技术特征:
1.一种带翻边不锈钢边框组件密封性测试装置,其特征在于,该装置包括测试机构,用于将带翻边的边框组件(9)夹紧并测试,该测试机构包括上压块(6)、下压块(10)和密封圈(8);所述的边框组件(9)位于上压块(6)和下压块(10)之间,所述的密封圈(8)位于上压块(6)和边框组件(9)之间,所述的密封圈(8)靠近边框组件(9)的一侧开设有与边框组件(9)外侧翻边匹配的条槽,该条槽的深度不低于翻边的长度;该装置还包括夹紧机构,用于控制上压块(6)和下压块(10)之间的距离。2.根据权利要求1所述的一种带翻边不锈钢边框组件密封性测试装置,其特征在于,所述密封圈(8)的长度大于边框组件(9)的宽度。3.根据权利要求1所述的一种带翻边不锈钢边框组件密封性测试装置,其特征在于,所述下压块(10)的长度与边框组件(9)的宽度相匹配。4.根据权利要求1所述的一种带翻边不锈钢边框组件密封性测试装置,其特征在于,所述的下压块(10)上开设有便于充气的通腔。5.根据权利要求1所述的一种带翻边不锈钢边框组件密封性测试装置,其特征在于,所述的上压块(6)开设有便于抽真空的抽真空腔。6.根据权利要求1所述的一种带翻边不锈钢边框组件密封性测试装置,其特征在于,所述的上压块(6)分别开设有用于测试边框组件(9)上防爆阀部分和极柱部分的2个腔体。7.根据权利要求1所述的一种带翻边不锈钢边框组件密封性测试装置,其特征在于,所述的上压块(6)靠近下压块(10)的一侧设有多个定位销(7),所述的下压块(10)上设有与定位销(7)匹配的定位孔。8.根据权利要求1所述的一种带翻边不锈钢边框组件密封性测试装置,其特征在于,所述的夹紧机构包括下支撑板(1)、侧支撑板(2)、上支撑板(3)和夹紧气缸(5);所述的侧支撑板(2)固设于下支撑板(1)和上支撑板(3)之间,所述的夹紧气缸(5)设置在上支撑板(3)上。9.根据权利要求8所述的一种带翻边不锈钢边框组件密封性测试装置,其特征在于,所述的上压块(6)与夹紧气缸(5)相连,所述的下压块(10)固设在下支撑板(1)上。10.根据权利要求8所述的一种带翻边不锈钢边框组件密封性测试装置,其特征在于,所述的上支撑板(3)上还设有用于控制夹紧气缸(5)的气缸开关(4)。
技术总结
本实用新型涉及一种带翻边不锈钢边框组件密封性测试装置,该装置包括测试机构,用于将带翻边的边框组件(9)夹紧并测试,该测试机构包括上压块(6)、下压块(10)和密封圈(8);所述的边框组件(9)位于上压块(6)和下压块(10)之间,所述的密封圈(8)位于上压块(6)和边框组件(9)之间,所述的密封圈(8)靠近边框组件(9)的一侧开设有与边框组件(9)外侧翻边匹配的条槽,该条槽的深度不低于翻边的长度;该装置还包括夹紧机构,用于控制上压块(6)和下压块(10)之间的距离。与现有技术相比,本实用新型具有保证测试过程对产品边框不会产生变形,并保证测试一致性等优点。保证测试一致性等优点。保证测试一致性等优点。
技术研发人员:侯博闻 张亚儒 刘涛
受保护的技术使用者:上海兰钧新能源科技有限公司
技术研发日:2021.09.18
技术公布日:2022/5/17
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1