一种阀门三通道轴线位置度快速视觉检测机的制作方法
1.本新型属于检测机,具体涉及一种阀门三通道轴线位置度快速视觉检测机。
背景技术:
2.在阀门加工行业,首先需对毛坯进行粗加工,并以此为基准进行后续半精加工及精加工,人工使用传统测量工具对阀门进行检测,效率极低且检测精度较低,影响生产效率;一些应用中的检测装置由于产品规格多样化带来的尺寸调整不够方便以及装夹过程中工件的位置发生变化等问题,致使具有较窄的适用范围。
技术实现要素:
3.本新型针对现有技术的缺陷,提供一种阀门三通道轴线位置度快速视觉检测机。
4.本新型是这样实现的:一种阀门三通道轴线位置度快速视觉检测机的结构,其中,包括支架,在支架上设置阀门三通道轴线位置度快速视觉检测机结构的主体装置。
5.如上所述的一种阀门三通道轴线位置度快速视觉检测机的结构,其中,所述的阀门三通道轴线位置度快速视觉检测机结构的主体装置包括,z轴升降机构、x轴伸缩机构、视觉检测装置b、定位工作台、视觉检测装置a和高清相机模块。
6.如上所述的一种阀门三通道轴线位置度快速视觉检测机的结构,其中,所述的z轴升降机构设置在支架上,z轴升降机构贯穿支架的台面。
7.如上所述的一种阀门三通道轴线位置度快速视觉检测机的结构,其中,x轴伸缩机构设置在支架的台面上,与z轴升降机构垂直设置
8.如上所述的一种阀门三通道轴线位置度快速视觉检测机的结构,其中,视觉检测装置b设置在x轴伸缩机构侧面,正对x轴伸缩机构位置。
9.如上所述的一种阀门三通道轴线位置度快速视觉检测机的结构,其中,定位工作台设置在支架的台面上,在定位工作台上设有定位点,z轴升降机构、x 轴伸缩机构、视觉检测装置b、视觉检测装置a和高清相机模块的相对位置以定位点确定。
10.如上所述的一种阀门三通道轴线位置度快速视觉检测机的结构,其中,视觉检测装置a正对x轴伸缩机构,在视觉检测装置a和视觉检测装置b上设置高清相机模块。
11.如上所述的一种阀门三通道轴线位置度快速视觉检测机的结构,其中,视觉检测装置a有两个,对称设置。
12.如上所述的一种阀门三通道轴线位置度快速视觉检测机的结构,其中,x轴伸缩机构和z轴升降机构均采用伺服驱动。
13.本新型的显著效果是:阀门三通道轴线位置度快速视觉检测机上设置的高清相机模块、z轴升降机构、x轴伸缩机构及定位工作台相互配合,利用高清相机拍照成像原理,能够快速对阀门进行视觉检测,有效筛选出不合格的阀门,保证后续半精加工及精加工质量,且三组高清相机模块位置伺服可调节,可以实现不同规格阀门的快速视觉检测,检测效率高,结构安全可靠,检测精度大大提高,有效提高工作效率及产品质量。
附图说明
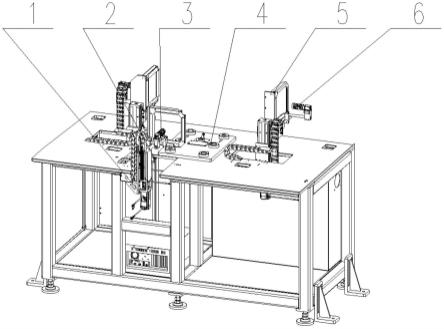
14.图1一种阀门三通道轴线位置度快速视觉检测机的结构示意图。
15.图中:1、z轴升降机构;2、x轴伸缩机构;3、视觉检测装置b;4、定位工作台;5、视觉检测装置a;6、高清相机模块。
具体实施方式
16.下面结合附图对本新型进行具体描述,如图1所示,检测机包括视觉检测装置a5、视觉检测装置b3和定位工作台4,视觉检测装置a5对称设置有两个,每个视觉检测装置a5和视觉检测装置b3上均设置有高清相机模块6、x轴伸缩机构2及z轴升降机构1,利用相机拍照成像原理,配合x轴伸缩机构2和z轴升降机构1自动调节焦距,快速检测阀门三通道轴线位置度,实现不同规格阀门的快速视觉检测。
17.x轴伸缩机构2和z轴升降机构1均采用伺服驱动,根据不同规格的阀门尺寸自动调节三组高清相机模块6相对位置及焦距。
18.定位工作台4设置在两个视觉检测装置a5和视觉检测装置b3之间,用于统一定位阀门摆放位置,保证不同规格阀门放置原点位置保持不变。
19.检测机只需2s即可完成对阀门的快速视觉检测,判断阀门三通道轴线位置度是否在误差范围以内,检测精度达到
±
0.01mm。
20.工作原理:视觉检测装置a5和视觉检测装置b3的构成相同,均设置有高清相机模块6、z轴升降机构1及x轴伸缩机构2,x轴伸缩机构2和z轴升降机构1均采用伺服驱动,根据不同规格的阀门尺寸自动调节三组高清相机模块6 相对位置及焦距,能够覆盖多种不同规格的阀门三通道轴线位置度检测。
21.在对阀门进行装夹之前,视觉检测装置a5和视觉检测装置b3均由伺服系统驱动x轴伸缩机构2和z轴升降机构1,控制三组高清相机模块6退回至安全位置,将阀门放置在定位工作台4上,三组高清相机模块6快速到达预先设定的位置,然后拍照成像,将图像信号转化为数字信号,通过各种运算获取目标特征并与预先设定参数相对比,判断其是否合格,如果合格便可进行后续加工,如果不合格,超出误差范围以内,此时检测机便会报警提示,将不合格阀门筛选出来。整个检测过程只需2s便可完成,检测精度达到
±
0.01mm,大大缩短检测时间,极大提高检测效率。
22.上述技术方案仅体现了本新型技术方案的优选技术方案,本技术领域的技术人员对其中某些部分所可能做出的一些变动均体现了本新型的原理,属于本新型的保护范围之内。
技术特征:
1.一种阀门三通道轴线位置度快速视觉检测机,其特征在于:包括支架,在支架上设置阀门三通道轴线位置度快速视觉检测机结构的主体装置;所述的阀门三通道轴线位置度快速视觉检测机结构的主体装置包括,z轴升降机构(1)、x轴伸缩机构(2)、视觉检测装置b(3)、定位工作台(4)、视觉检测装置a(5)和高清相机模块(6);定位工作台(4)设置在支架的台面上,在定位工作台(4)上设有定位点,z轴升降机构(1)、x轴伸缩机构(2)、视觉检测装置b(3)、视觉检测装置a(5)和高清相机模块(6)的相对位置以定位点确定。2.如权利要求1所述的一种阀门三通道轴线位置度快速视觉检测机,其特征在于:所述的z轴升降机构(1)设置在支架上,z轴升降机构(1)贯穿支架的台面。3.如权利要求2所述的一种阀门三通道轴线位置度快速视觉检测机,其特征在于:x轴伸缩机构(2)设置在支架的台面上,与z轴升降机构(1)垂直设置。4.如权利要求3所述的一种阀门三通道轴线位置度快速视觉检测机,其特征在于:视觉检测装置b(3)设置在x轴伸缩机构(2)侧面,正对x轴伸缩机构(2)位置。5.如权利要求4所述的一种阀门三通道轴线位置度快速视觉检测机,其特征在于:视觉检测装置a(5)正对x轴伸缩机构(2),在视觉检测装置a(5)和视觉检测装置b(3)上设置高清相机模块(6)。6.如权利要求5所述的一种阀门三通道轴线位置度快速视觉检测机,其特征在于:视觉检测装置a(5)有两个,对称设置。7.如权利要求6所述的一种阀门三通道轴线位置度快速视觉检测机,其特征在于:x轴伸缩机构(2)和z轴升降机构(1)均采用伺服驱动。
技术总结
本新型属于检测机,具体涉及一种阀门三通道轴线位置度快速视觉检测机。一种阀门三通道轴线位置度快速视觉检测机的结构,其中,包括支架,在支架上设置阀门三通道轴线位置度快速视觉检测机结构的主体装置。本新型的显著效果是:阀门三通道轴线位置度快速视觉检测机上设置的高清相机模块、Z轴升降机构、X轴伸缩机构及定位工作台相互配合,利用高清相机拍照成像原理,能够快速对阀门进行视觉检测,有效筛选出不合格的阀门,保证后续半精加工及精加工质量,且三组高清相机模块位置伺服可调节,可以实现不同规格阀门的快速视觉检测,检测效率高,结构安全可靠,检测精度大大提高,有效提高工作效率及产品质量。工作效率及产品质量。工作效率及产品质量。
技术研发人员:李明 任利杰 赵首琦 郭永宁 李俊
受保护的技术使用者:中核苏阀科技实业股份有限公司
技术研发日:2021.09.28
技术公布日:2022/9/19
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1