一种弹簧圆钢偏析表征方法与流程
本发明涉及检测方法,尤其涉及一种弹簧圆钢偏析表征方法。
背景技术:
1、常用的弹簧钢偏析表征方法有:钻样法、原位分析法和电子探针分析法。专利cn201210236416.4公开了一种铸坯成分偏析钻孔取样方法,所述取样方法包括以下步骤:标记出试样沿宽度方向的中心线及两对角线;分别沿试样长度方向的两个边缘和宽度方向的中心线将试样分为n-1等份;沿试样两对角线将试样分为n-1等份;利用钻头对已标志的取样点钻取屑样,并标记收集。该钻样法需要钻取一定重量的试样屑用于化学元素分析,其化学成分检验结果为一定体积试样屑的平均含量,最终导致检测结果出现偏差。专利cn202111635455.7公开了一种钢中夹杂物原位统计分布的表征方法及系统,对待测试样进行预处理,通过扫描电镜,评估待测试样中夹杂物的类别及尺寸范围;通过扫描电镜及能谱附件,获取夹杂物的化学组成、形态学及坐标位置数据;通过对化学组成、形态学及坐标位置数据进行解析,获得夹杂物的尺寸和数量的原位统计分布结果。专利cn201710680896.6公开了一种利用电子探针快速表征钢材偏析的方法,采用电子探针分析仪进行测试,利用波谱仪点分析功能确定钢中偏析元素种类,通过波谱仪面扫描功能进行对整个试样表面进行扫描,将试样的偏析利用颜色区别直观表征出来,便于更清晰地观察钢材的偏析程度。上述原位分析法和电子探针分析法的局限性有:(1)只能够表征出元素的偏聚分布,无法有效地对元素偏析进行定量分析;(2)对可检测的试样尺寸有限制;(3)试样边部有一定的检验盲区。以上三种方法均不能准确、快速表征弹簧圆钢偏析程度。
技术实现思路
1、发明目的:本发明旨在提供一种提高检测准确度、快速表征弹簧圆钢偏析程度的方法。
2、技术方案:本发明所述的弹簧圆钢偏析表征方法,其特征在于,包括如下步骤:(1)选用热轧状态的圆钢并取样;(2)热处理:对样品进行淬火后,再回火处理;(3)制备金相试样;(4)观察带状组织;(5)偏析评定。
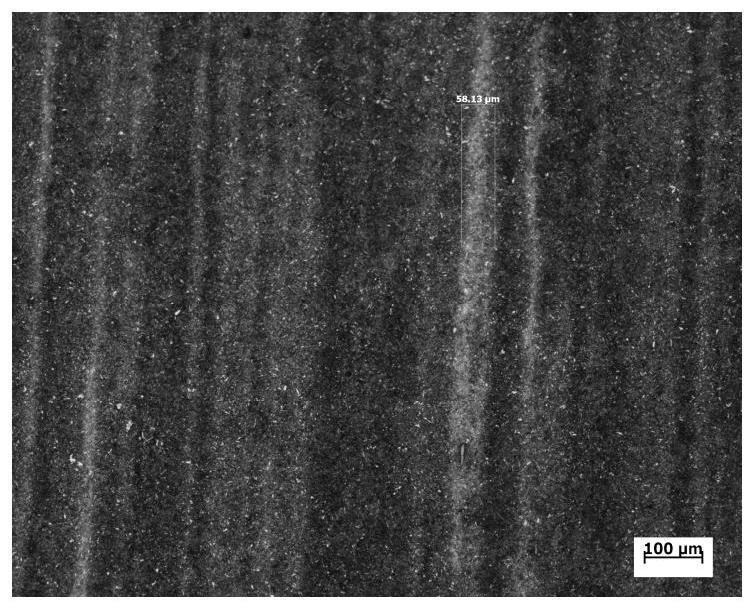
3、热轧态的弹簧钢组织为铁素体和珠光体,对热轧状态带状进行检测时,如图1所示,很难看到明显的条带分布。本发明通过弹簧热轧圆钢经过淬火和回火热处理后,合金元素会在晶界非平衡偏聚,并会沿轧制方向形成硬质条带的特点,如图2所示采用观察弹簧钢热处理后纵向硬质条带的方法,间接表征弹簧钢的偏析程度。除此之外,弹簧最终是在淬火和中温回火状态下使用,因此使用该方法评价圆钢偏析水平,更加符合弹簧使用实际。
4、进一步地,所述淬火为油淬,淬火温度为850~870℃,淬火时间为60~80min;回火温度为410~440℃,回火时间t=4*d,其中,t单位为分钟,d为圆钢的直径,单位为毫米。淬火时间优选为60min。
5、进一步地,取样尺寸:圆钢直径为50~60mm,长度为100mm。
6、进一步地,步骤(3)中避开圆棒两端切取20mm厚圆片,过圆片心部将其纵剖后,进行试样镶嵌、研磨和抛光制备金相试样,并在4%硝酸酒精溶液中对金相试样进行腐蚀。
7、进一步地,步骤(5)中偏析评定标准如下:
8、一级:带状条数≤5,带状宽度30~50μm,带状评级≤1.0级;
9、二级:带状条数6~10条,带状宽度51~70μm,带状评级≤1.5级;
10、三级:带状条数11~15条,带状宽度71~90μm,带状评级≤2级;
11、四级:带状条数16~20条,带状宽度91~110μm,带状评级≤2.5级。
12、有益效果:本发明与现有技术相比,其显著优点是:1、本发明通过测定热处理后带状组织的条数和宽度,结合国标带状评级规定,多维度分析待检弹簧圆钢的偏析程度,提高了检测准确度并缩短了检测时间;2、热处理后带状组织可观测性优于热轧态,而且更符合弹簧最终淬火+中温回火的实际使用状态;3、与原位分析法和电子探针法相比,本发明能够解决无法准确定量和存在检测盲区的难题。
技术特征:
1.一种弹簧圆钢偏析表征方法,其特征在于,包括如下步骤:
2.根据权利要求1所述弹簧圆钢偏析表征方法,其特征在于,所述淬火为油淬,淬火温度为850~870℃,淬火时间为60~80min;回火温度为410~440℃,回火时间t=4*d,其中,t单位为分钟,d为圆钢的直径,单位为毫米。
3.根据权利要求1所述弹簧圆钢偏析表征方法,其特征在于,步骤(1)中取样尺寸:圆钢直径为50~60mm,长度为100mm。
4.根据权利要求3所述弹簧圆钢偏析表征方法,其特征在于,步骤(3)中避开圆棒两端切取20mm厚圆片,过圆片心部将其纵剖后,进行试样镶嵌、研磨和抛光制备金相试样,并在4%硝酸酒精溶液中对金相试样进行腐蚀。
5.根据权利要求1所述弹簧圆钢偏析表征方法,其特征在于,步骤(5)中偏析评定标准如下:
技术总结
本发明公开了一种弹簧圆钢偏析表征方法,通过淬火和中温回火热处理热轧后的弹簧圆钢,观察其带状组织的条数和宽度,结合GB/T 13299评定弹簧圆钢的偏析程度。热处理后带状组织可观测性优于热轧态,可以对圆钢偏析程度进行准确和快速的评价。本发明与传统钻样法相比,更加准确,且更符合弹簧最终淬火和中温回火的实际使用状态。本发明与原位分析法和电子探针法相比,能够解决上述方法无法准确定量和存在检测盲区的难题。
技术研发人员:牛帅,黄术明,邓伟
受保护的技术使用者:南京钢铁股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!