一种奥氏体不锈钢角焊缝超声波检测方法与流程
1.本发明涉及焊缝检测技术领域,具体涉及一种奥氏体不锈钢角焊缝超声波检测方法。
背景技术:
2.奥氏体不锈钢在焊接过程中受热长大形成柱状晶,而在之后的冷却凝固过程中没有相变,因此常温下的奥氏体保留着高温时奥氏体的粗大晶粒。焊接过程中形成的柱状晶在焊缝的局部区域有相同的取向,但是在焊缝不同的区域其取向会有所变化,这就导致了整个焊缝区的不均匀性和各向异性。
3.奥氏体不锈钢焊缝粗大的晶粒结构及各向异性的奥氏体组织,给超声波检测带来困难,易发生频散、衰减增大、波束偏移等现象,增加了检测难度,而当声束的方向选择不当时,显示波形会杂乱无章,信噪比降低,无法实现有效检测。因此,常采用射线检测的方式检测奥氏体不锈钢角焊缝内部缺陷。但因透照方向上的厚度差别太大、缺陷位置和走向角度等原因,射线检测方法有的缺陷也可能检测不到,且无法对缺陷深度定位。
技术实现要素:
4.为解决上述问题,本发明提供了一种奥氏体不锈钢角焊缝超声波检测方法,基于超声波实现了奥氏体不锈钢角焊缝缺陷的精确检测和定位。
5.为实现上述目的,本发明采取的技术方案为:
6.一种奥氏体不锈钢角焊缝超声波检测方法,包括如下步骤:
7.s1、基于红外线光幕实现被检材料尺寸参数、焊缝形状尺寸参数及所在位置参数的检测;
8.s2、基于所述被检材料的材质、尺寸参数、焊缝形状尺寸参数制作对比试块;对比试块的材质与被检材料的材质、尺寸、焊缝形状尺寸一致,包含至少7个长横孔;其中,焊缝与翼板熔合线中心和焊缝与腹板坡口熔合线中心布置一个长横孔,焊缝中心线深度方向上以及焊缝熔合线深度方向上各分布至少3个的长横孔;
9.s3、检测灵敏度调节
10.纵波斜探头灵敏度调节:采用对比试块调节声速、零位、折射角,制作dac灵敏度曲线;
11.爬坡探头灵敏度调节:采用对比试块调节声速、零位、折射角,制作dac灵敏度曲线;
12.s4、基于焊缝形状尺寸参数及所在位置参数构建各超声波检测探头的扫查轨迹,保证扫查到全部焊接接头截面;
13.s5、基于蛇形机械手分别携带纵波斜探头和爬波探头进行焊缝超声波检测;
14.s6、缺陷定量和评判:对超过评定要求的缺陷波判定其位置、波幅和指示长度;通过移动探头获得缺陷波的最大反射波为缺陷波幅,此位置为缺陷位置。
15.进一步地,所述步骤s2中,长横孔的直径根据当前位置焊缝的宽度开设。
16.进一步地,所述步骤s4中,根据焊缝的形状尺寸参数得到超声波检测探头的扫查角度,从而使得超声检测探头在扫查过程中可以尽可能的保证与焊缝的检测面垂直。
17.进一步地,双晶纵波斜探头:频率2-2.5mhz,纵波折射角60
°
;爬坡探头:频率2-2.5mhz。
18.进一步地,扫查速度不超过100mm/s。
19.与现有技术相比,本发明的有益效果为:
20.基于红外线光幕实现被检材料尺寸参数、焊缝形状尺寸参数及所在位置参数的检测,然后再根据这些检测结果进行对比试块的制作和超声波检测探头的扫查轨迹的规划,一方面提高了对比试块制作的合理性,另一方面使得超声检测探头在扫查过程中可以尽可能的保证与焊缝的检测面垂直,大大提高检测结果的精确度。
附图说明
21.通过阅读参照以下附图对非限制性实施例所作的详细描述,本发明的其它特征、目的和优点将会变得更明显:
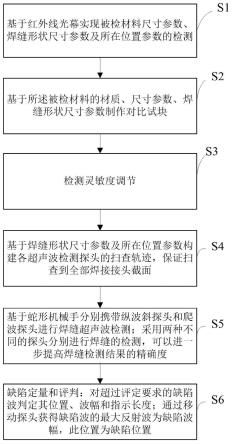
22.图1为本发明实施例一种奥氏体不锈钢角焊缝超声波检测方法的流程图。
23.图2为本发明实施例中对比试块的结构示意图。
24.图中:1-焊缝;2-长横孔。
具体实施方式
25.下面结合具体实施例对本发明进行详细说明。以下实施例将有助于本领域的技术人员进一步理解本发明,但不以任何形式限制本发明。应当指出的是,对本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进。这些都属于本发明的保护范围。
26.如图1所示,本发明实施例的一种奥氏体不锈钢角焊缝超声波检测方法,包括如下步骤:
27.s1、基于红外线光幕实现被检材料尺寸参数、焊缝形状尺寸参数及所在位置参数的检测;
28.s2、基于所述被检材料的材质、尺寸参数、焊缝形状尺寸参数制作对比试块;对比试块包含至少7个长横孔;其中,焊缝与翼板熔合线中心和焊缝与腹板坡口熔合线中心布置一个长横孔,焊缝中心线深度方向上以及焊缝熔合线深度方向上各分布至少3个的长横孔;各孔深度成等差数列;
29.s3、检测灵敏度调节
30.纵波斜探头灵敏度调节:采用对比试块调节声速、零位、折射角,制作dac灵敏度曲线;
31.爬坡探头灵敏度调节:采用对比试块调节声速、零位、折射角,制作dac灵敏度曲线;
32.s4、基于焊缝形状尺寸参数及所在位置参数构建各超声波检测探头的扫查轨迹(包括扫描速度参数、每一个坐标点对应的扫描角度参数及探头平移参数等),保证扫查到
全部焊接接头截面;
33.s5、基于蛇形机械手分别携带纵波斜探头和爬波探头进行焊缝超声波检测;采用两种不同的探头分别进行焊缝的检测,可以进一步提高焊缝检测结果的精确度;
34.s6、缺陷定量和评判:对超过评定要求的缺陷波判定其位置、波幅和指示长度;通过移动探头获得缺陷波的最大反射波为缺陷波幅,此位置为缺陷位置。
35.本实施例中,所述步骤s2中,长横孔的直径r根据当前位置焊缝的宽度w开设,r=0.1w,深度优选45mm。
36.本实施例中,所述步骤s4中,根据焊缝的形状尺寸参数得到超声波检测探头的扫查角度,从而使得超声检测探头在扫查过程中可以尽可能的保证与焊缝的检测面垂直,具体的,红外线光幕可以实现焊缝三维外观形状尺寸的获取的,从而可以获取到每一个坐标点焊缝的形状,基于此,以使得超声检测探头在扫查过程中可以尽可能的保证与焊缝的检测面垂直为目标进行扫查角度的规划,可以尽可能的提高检测结果的精确度。
37.本实施例中,所选用的探伤仪工作频率至少包括0.5mhz-5mhz,双晶纵波斜探头:频率2-2.5mhz,纵波折射角60
°
,扫查速度不超过100mm/s;爬坡探头:频率2-2.5mhz,扫查速度不超过100mm/s。
38.以上对本发明的具体实施例进行了描述。需要理解的是,本发明并不局限于上述特定实施方式,本领域技术人员可以在权利要求的范围内做出各种变形或修改,这并不影响本发明的实质内容。
技术特征:
1.一种奥氏体不锈钢角焊缝超声波检测方法,其特征在于,包括如下步骤:s1、基于红外线光幕实现被检材料尺寸参数、焊缝形状尺寸参数及所在位置参数的检测;s2、基于所述被检材料的材质、尺寸参数、焊缝形状尺寸参数制作对比试块;对比试块包含至少7个长横孔;其中,焊缝与翼板熔合线中心和焊缝与腹板坡口熔合线中心布置一个长横孔,焊缝中心线深度方向上以及焊缝熔合线深度方向上各分布至少3个的长横孔;s3、检测灵敏度调节纵波斜探头灵敏度调节:采用对比试块调节声速、零位、折射角,制作dac灵敏度曲线;爬坡探头灵敏度调节:采用对比试块调节声速、零位、折射角,制作dac灵敏度曲线;s4、基于焊缝形状尺寸参数及所在位置参数构建各超声波检测探头的扫查轨迹,保证扫查到全部焊接接头截面;s5、基于蛇形机械手分别携带纵波斜探头和爬波探头进行焊缝超声波检测;s6、缺陷定量和评判:对超过评定要求的缺陷波判定其位置、波幅和指示长度;通过移动探头获得缺陷波的最大反射波为缺陷波幅,此位置为缺陷位置。2.如权利要求1所述的一种奥氏体不锈钢角焊缝超声波检测方法,其特征在于,所述步骤s2中,长横孔的直径根据当前位置焊缝的宽度开设。3.如权利要求1所述的一种奥氏体不锈钢角焊缝超声波检测方法,其特征在于,所述步骤s4中,根据焊缝的形状尺寸参数得到超声波检测探头的扫查角度,从而使得超声检测探头在扫查过程中可以尽可能的保证与焊缝的检测面垂直。4.如权利要求1所述的一种奥氏体不锈钢角焊缝超声波检测方法,其特征在于,双晶纵波斜探头:频率2-2.5mhz,纵波折射角60
°
;爬坡探头:频率2-2.5mhz。5.如权利要求1所述的一种奥氏体不锈钢角焊缝超声波检测方法,其特征在于,扫查速度不超过100mm/s。
技术总结
本发明公开了一种奥氏体不锈钢角焊缝超声波检测方法,包括如下步骤:S1、基于红外线光幕实现被检材料尺寸参数、焊缝形状尺寸参数及所在位置参数的检测;S2、基于所述被检材料的材质、尺寸参数、焊缝形状尺寸参数制作对比试块;S3、检测灵敏度调节;S4、基于焊缝形状尺寸参数及所在位置参数构建各超声波检测探头的扫查轨迹,保证扫查到全部焊接接头截面;S5、基于蛇形机械手分别携带纵波斜探头和爬波探头进行焊缝超声波检测;S6、缺陷定量和评判:对超过评定要求的缺陷波判定其位置、波幅和指示长度;通过移动探头获得缺陷波的最大反射波为缺陷波幅,此位置为缺陷位置。本发明基于超声波实现了奥氏体不锈钢角焊缝缺陷的精确检测和定位。定位。定位。
技术研发人员:何鑫业 陈小明 马小强 洪涛
受保护的技术使用者:何鑫业
技术研发日:2022.10.10
技术公布日:2022/12/6
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1