一种适用于长直焊缝的数字射线检测装置及检测方法与流程
本发明涉及船舶焊缝检测,尤其涉及一种适用于长直焊缝的数字射线检测装置及检测方法。
背景技术:
1、在船舶、海工、钢结构建造等领域中存在着大量的焊缝结构,这些焊缝的质量对人民生命和财产安全影响巨大,采用射线检测技术以其可直观显示检测结果,检测可靠性高等特点,被广泛应用于各个行业的无损检测中。
2、传统胶片x射线检测法存在人工环节多,检测效率低,检测结果难以有效保存,过程对环境有一定污染等突出问题。
技术实现思路
1、本发明的目的是提供一种适用于长直焊缝的数字射线检测装置及检测方法。
2、为了实现上述目的,本发明的技术方案是:
3、一种适用于长直焊缝的数字射线检测装置,其特征在于,包括射线机、电控系统、机械传动系统、无线传输系统、视觉识别系统和安全防护系统,所述机械传动系统包括射线源移动车和探测器运载车,所述射线机设置于射线源移动车上,所述射线源移动车由上位机无线控制沿导轨移动;
4、所述探测器运载车上设有辐射探测器,所述电控系统和视觉识别系统均设置于探测器运载车上;
5、所述电控系统包括微型计算机、可编程控制器和无线中继器,所述电控系统通过路由中继由上位机无线控制采集;
6、所述安全防护系统包括辐射安全防护系统和设备安全防护系统,所述辐射安全防护包括屏蔽铅房和光栅,所述上位机位于屏蔽铅房内,所述光栅设置于射线机的窗口处,
7、所述设备安全防护系统包括光电传感器,所述光电传感器设置于探测器运载车两侧前轮、后轮的边缘。
8、进一步地,所述设备安全防护系统包括无线摄像头,所述无线摄像头安装在射线源移动车和探测器运载车上。
9、进一步地,所述上位机包括总控制台,所述总控制台设有电源急停按钮和射线急停按钮,所述电源急停按钮切断或开启本检测装置的总电源,所述射线急停按钮切断或开启射线机的电源。
10、进一步地,所述射线源移动车和探测器运载车设有紧急停车按钮,所述紧急停车按钮可切断射线源移动车和探测器运载车的供电。
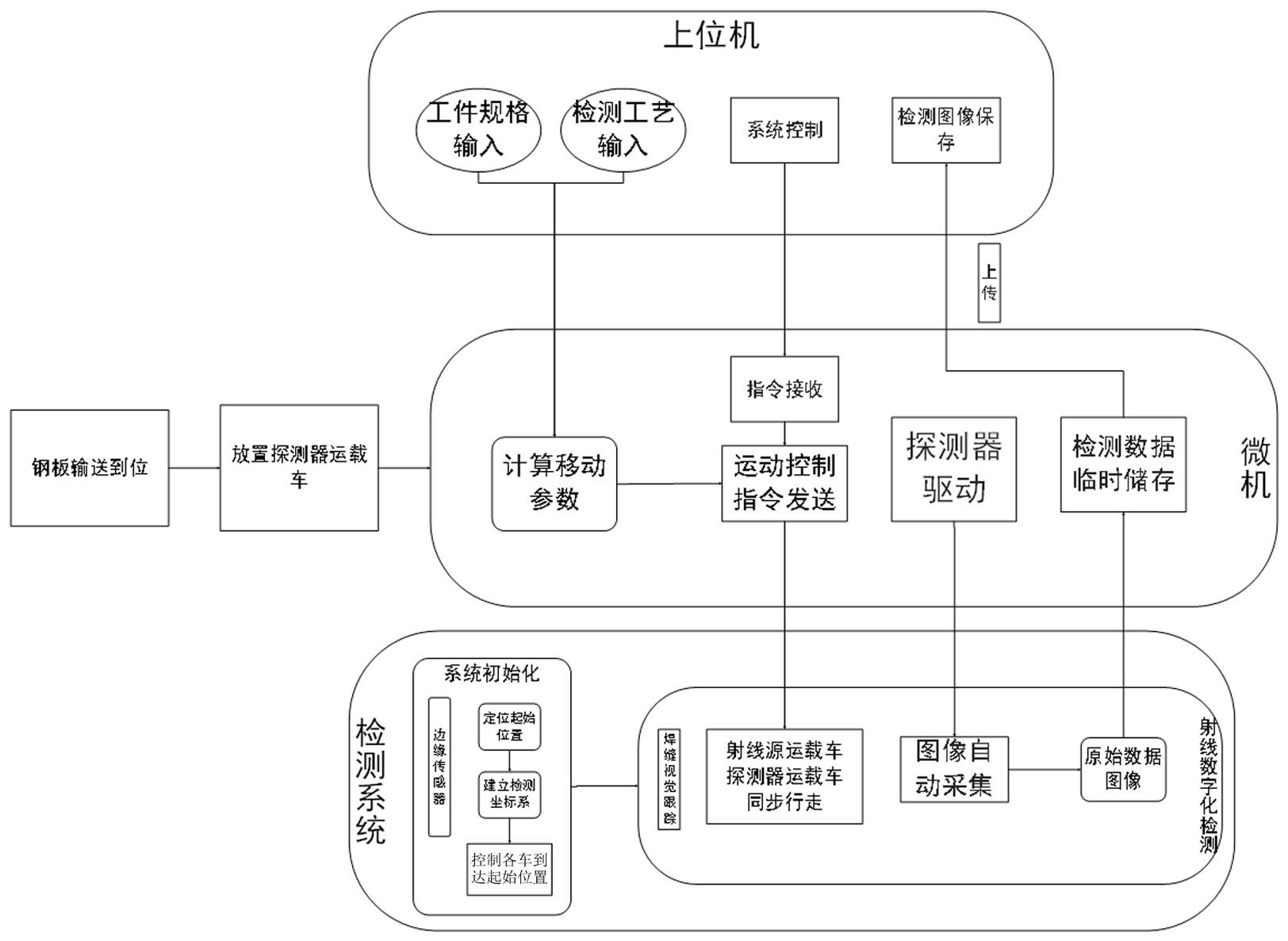
11、一种适用于长直焊缝的数字射线检测方法,其特征在于,包括以下步骤:
12、步骤s1、辐射探测器在检测之前进行亮场及暗场校正;
13、步骤s2、将探测器运载车置于焊缝起点,系统自检,准备开始检测;
14、步骤s3、探测器运载车车轮上的光电传感器寻找钢板近端边缘以及焊缝起点,计算机设立检测坐标系;
15、步骤s4、上位机控制射线源移动车运动到起点位置,根据被检工件厚度,按照工艺要求设定曝光参数,上位机将参数信号发至射线机,射线机开启射线;
16、步骤s5、辐射探测器向边缘伸出,检测焊缝端点,曝光完成后,探测器收回,准备检测焊缝主体;
17、步骤s6、探测器运载车与射线源移动车根据检测工艺中一次透照长度,向前行走相应距离,探测器运载车通过视觉识别系统保持跟随焊缝做直线行走运动,到位后发送信号至上位机;
18、步骤s7、射线源移动车沿轨道行走,到位后发送信号至上位机;
19、步骤s8、上位机接收到探测器运载车与射线源移动车到位信号后,发送信号至探测器运载车上的电控系统,电控系统控制辐射探测器接收射线曝光采集图像;
20、步骤s9、采集完成后,辐射探测器将采集到的图像原始数据发送至探测器运载车上的微型计算机,临时储存,微型计算机通过无线网络将数据发送至采集工作站,由检测人员处理、评定;同时微型计算机发送信号至上位机,重复步骤s4~s8,检测下一部位;
21、步骤s10、当检测进行至钢板远端边缘,通过探测器运载车前轮的光电传感器寻找到边缘,重复步骤s3,检测焊缝远端端点,完成检测;
22、步骤s11、检测完成,探测器运载车与射线源移动车自动回到起点,收回探测器运载车。
23、进一步地,所述步骤s1包括,校正时,将探测器运载车吊起,将射线机的窗口与成像板的成像区域进行校对,先在不开射线的情况下进行暗场校正,再打开射线机,调整电压、电流进行暗场校正;校正完成的数据备份至上位机中,若检测条件不变,继续使用当前校正文件。
24、本发明采用数字射线检测技术,减少成像的中间环节,直接实现检测结果的数据化,减少中间环节,提高检测效率,实现绿色检测,满足高效建造场景下对质量检测的需求,减少对人工的依赖性。
技术特征:
1.一种适用于长直焊缝的数字射线检测装置,其特征在于,包括射线机、电控系统、机械传动系统、无线传输系统、视觉识别系统和安全防护系统,所述机械传动系统包括射线源移动车和探测器运载车,所述射线机设置于射线源移动车上,所述射线源移动车由上位机无线控制沿导轨移动;
2.根据权利要求1所述的适用于长直焊缝的数字射线检测装置,其特征在于,所述设备安全防护系统包括无线摄像头,所述无线摄像头安装在射线源移动车和探测器运载车上。
3.根据权利要求1所述的适用于长直焊缝的数字射线检测装置,其特征在于,所述上位机包括总控制台,所述总控制台设有电源急停按钮和射线急停按钮,所述电源急停按钮切断或开启本检测装置的总电源,所述射线急停按钮切断或开启射线机的电源。
4.根据权利要求3所述的适用于长直焊缝的数字射线检测装置,其特征在于,所述射线源移动车和探测器运载车设有紧急停车按钮,所述紧急停车按钮可切断射线源移动车和探测器运载车的供电。
5.一种适用于长直焊缝的数字射线检测方法,其特征在于,包括以下步骤:
6.根据权利要求5所述的一种适用于长直焊缝的数字射线检测方法,其特征在于,所述步骤s1包括,校正时,将探测器运载车吊起,将射线机的窗口与成像板的成像区域进行校对,先在不开射线的情况下进行暗场校正,再打开射线机,调整电压、电流进行暗场校正;校正完成的数据备份至上位机中,若检测条件不变,继续使用当前校正文件。
技术总结
本发明提供一种适用于长直焊缝的数字射线检测装置及检测方法,机械传动系统包括射线源移动车和探测器运载车,射线机设置于射线源移动车上,射线源移动车由上位机无线控制沿导轨移动,探测器运载车上设有辐射探测器,电控系统包括微型计算机、可编程控制器和无线中继器,电控系统通过路由中继由上位机无线控制采集,安全防护系统包括辐射安全防护系统和设备安全防护系统,设备安全防护系统包括光电传感器,光电传感器位于探测器运载车两侧前轮、后轮边缘;本发明采用数字射线检测技术,减少成像的中间环节,实现检测结果的数据化,减少中间环节,提高检测效率,实现绿色检测,满足高效建造场景下对质量检测的需求,减少对人工的依赖性。
技术研发人员:刘思明,谢新,周昌智,赵德斌,黄斐,黄凯华,吉宏林,尹嘉雯,张逸飞,王奕杰
受保护的技术使用者:上海船舶工艺研究所(中国船舶集团有限公司第十一研究所)
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!