一种铝热轧带材厚差检测装置的制作方法
1.本实用新型属于铝热轧带材生产领域,具体涉及一种铝热轧带材厚差检测装置。
背景技术:
2.厚差和凸度是铝热轧带材板型两大关键指标,直接影响下游产品的质量。在现有的铝热轧带材生产系统中,有些没有设置厚差检测装置,需要人工检测、判断厚差指标,且难以量化,只能根据经验来定性判断。虽然有些生产企业在生产过程中配置了厚差检测装置,但有些结构设计不合理,检测效果不佳,有些装置结构复杂,造价高昂,实现成本高。
技术实现要素:
3.本实用新型的目的在于提供一种铝热轧带材厚差检测装置,该装置结构简单,可高效、便捷地对铝热轧带材厚差进行检测。
4.为实现上述目的,本实用新型采用的技术方案是:一种铝热轧带材厚差检测装置,包括输送辊道、凸度仪、控制器和上位机,所述输送辊道安装于机架上且带材在输送辊道上输送,所述凸度仪设置于输送辊道的输送方向上,所述凸度仪包括凸度仪射线源、凸度仪探头以及用于安装两者的凸度仪安装架,所述凸度仪射线源位于带材上侧且放射方向向下朝向带材,所述凸度仪探头位于带材下侧且探测方向向上朝向带材,以接收穿透带材的x射线,所述凸度仪射线源、凸度仪探头连接控制器,所述控制器连接上位机。
5.进一步地,所述凸度仪安装架为由上横架、下横架以及连接两者的竖向架构成的匚字型结构,所述凸度仪射线源安装于上横架下侧,所述凸度仪探头安装于下横架上侧,所述输送辊道穿设于匚字型结构的中部型腔内。
6.进一步地,所述凸度仪包括若干个凸度仪射线源以及与之配合工作的若干个凸度仪探头,所述若干个凸度仪射线源横向布设于带材上侧,所述若干个凸度仪探头对应横向布设于带材下侧。
7.进一步地,所述凸度仪安装架可相对于输送辊道做横向移动,以调节凸度仪与输送辊道的相对位置。
8.进一步地,所述凸度仪射线源、凸度仪探头在凸度仪安装架上的安装位置均可做横向调整,以适应不同宽度的带材。
9.进一步地,所述凸度仪安装于热轧出口的输送辊道上。
10.进一步地,所述控制器为plc控制器。
11.与现有技术相比,本实用新型具有以下有益效果:提供了一种铝热轧带材厚差检测装置,其在铝热轧带材的输送辊道上设置了厚差检测设备,结构简单,易于实现,可以高效、便捷、准确地对输送过程中的铝热轧带材进行厚差检测。因此,本实用新型具有很强的实用性和广阔的应用前景。
附图说明
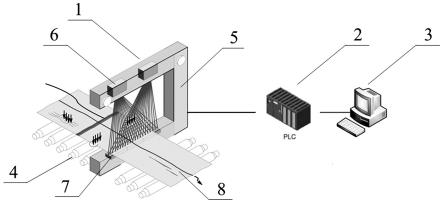
12.图1是本实用新型实施例的装置结构示意图。
13.图中:1-凸度仪;2-控制器;3-上位机;4-输送辊道;5-匚字型结构的凸度仪安装架;6-凸度仪射线源;7-凸度仪探头;8-带材。
具体实施方式
14.下面结合附图及实施例对本实用新型做进一步说明。
15.应该指出,以下详细说明都是示例性的,旨在对本申请提供进一步的说明。除非另有指明,本文使用的所有技术和科学术语具有与本申请所属技术领域的普通技术人员通常理解的相同含义。
16.需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本申请的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、操作、器件、组件和/或它们的组合。
17.如图1所示,本实施例提供了一种铝热轧带材厚差检测装置,包括输送辊道4、凸度仪1、plc控制器2和上位机3,所述输送辊道4安装于机架上且带材8在输送辊道4上输送,所述凸度仪1设置于输送辊道4的输送方向上,所述凸度仪1包括凸度仪射线源6、凸度仪探头7以及用于安装两者的凸度仪安装架5,所述凸度仪射线源6位于带材上侧且放射方向向下朝向带材8,所述凸度仪探头7位于带材下侧且探测方向向上朝向带材8,以接收穿透带材8的x射线,所述凸度仪射线源6、凸度仪探头7连接控制器2,所述控制器2连接上位机3。
18.在本实施例中,所述凸度仪1安装于热轧出口的输送辊道4上。所述凸度仪1安装架为由上横架、下横架以及连接两者的竖向架构成的匚字型结构,所述凸度仪射线源6安装于上横架下侧,所述凸度仪探头7安装于下横架上侧,所述输送辊道4穿设于匚字型结构的中部型腔内。
19.在本实施例中,所述凸度仪1包括若干个凸度仪射线源6以及与之配合工作的若干个凸度仪探头7,所述若干个凸度仪射线源6横向布设于带材上侧,所述若干个凸度仪探头7对应横向布设于带材下侧。
20.在本实施例中,所述凸度仪安装架5可相对于输送辊道4做横向移动,以调节凸度仪与输送辊道的相对位置。而且,所述凸度仪射线源6、凸度仪探头7在凸度仪安装架上的安装位置均可做横向调整,以适应不同宽度的带材。
21.工作时,凸度仪射线源6发射x射线并穿过带材8,凸度仪探头7接收穿透带材8之后的x射线,进而测量计算出带材8的厚度,然后将厚度信号发送给控制器2,控制器2根据接收的信号即可以计算出带材的厚差超标点数,再通过上位机3进行显示和存档。
22.以上所述,仅是本实用新型的较佳实施例而已,并非是对本实用新型作其它形式的限制,任何熟悉本专业的技术人员可能利用上述揭示的技术内容加以变更或改型为等同变化的等效实施例。但是凡是未脱离本实用新型技术方案内容,依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化与改型,仍属于本实用新型技术方案的保护范围。
技术特征:
1.一种铝热轧带材厚差检测装置,其特征在于,包括输送辊道、凸度仪、控制器和上位机,所述输送辊道安装于机架上且带材在输送辊道上输送,所述凸度仪设置于输送辊道的输送方向上,所述凸度仪包括凸度仪射线源、凸度仪探头以及用于安装两者的凸度仪安装架,所述凸度仪射线源位于带材上侧且放射方向向下朝向带材,所述凸度仪探头位于带材下侧且探测方向向上朝向带材,以接收穿透带材的x射线,所述凸度仪射线源、凸度仪探头连接控制器,所述控制器连接上位机。2.根据权利要求1所述的一种铝热轧带材厚差检测装置,其特征在于,所述凸度仪安装架为由上横架、下横架以及连接两者的竖向架构成的匚字型结构,所述凸度仪射线源安装于上横架下侧,所述凸度仪探头安装于下横架上侧,所述输送辊道穿设于匚字型结构的中部型腔内。3.根据权利要求1所述的一种铝热轧带材厚差检测装置,其特征在于,所述凸度仪包括若干个凸度仪射线源以及与之配合工作的若干个凸度仪探头,所述若干个凸度仪射线源横向布设于带材上侧,所述若干个凸度仪探头对应横向布设于带材下侧。4.根据权利要求1所述的一种铝热轧带材厚差检测装置,其特征在于,所述凸度仪安装架可相对于输送辊道做横向移动,以调节凸度仪与输送辊道的相对位置。5.根据权利要求1所述的一种铝热轧带材厚差检测装置,其特征在于,所述凸度仪射线源、凸度仪探头在凸度仪安装架上的安装位置均可做横向调整,以适应不同宽度的带材。6.根据权利要求1所述的一种铝热轧带材厚差检测装置,其特征在于,所述凸度仪安装于热轧出口的输送辊道上。7.根据权利要求1所述的一种铝热轧带材厚差检测装置,其特征在于,所述控制器为plc控制器。
技术总结
本实用新型涉及一种铝热轧带材厚差检测装置,包括输送辊道、凸度仪、控制器和上位机,所述输送辊道安装于机架上且带材在输送辊道上输送,所述凸度仪设置于输送辊道的输送方向上,所述凸度仪包括凸度仪射线源、凸度仪探头以及用于安装两者的凸度仪安装架,所述凸度仪射线源位于带材上侧且放射方向向下朝向带材,所述凸度仪探头位于带材下侧且探测方向向上朝向带材,以接收穿透带材的X射线,所述凸度仪射线源、凸度仪探头连接控制器,所述控制器连接上位机。该装置结构简单,可高效、便捷地对铝热轧带材厚差进行检测。热轧带材厚差进行检测。热轧带材厚差进行检测。
技术研发人员:刘学碧 凌威 陈淦 陆红德 张翼 郑自链 邱龙涛 张彩金 刘华春
受保护的技术使用者:中铝瑞闽股份有限公司
技术研发日:2022.02.28
技术公布日:2022/6/28
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1