锂电池检测设备的制作方法
1.本实用新型涉及电池检测技术领域,特别涉及一种锂电池检测设备。
背景技术:
2.随着锂电池的广泛运用,对锂电池的质量要求越来越高,锂电池的密封性是影响锂电池质量的重要指标。锂电池密封不良会导致电池性能严重下降、电解液渗漏、电池鼓胀甚至爆炸等严重后果,致使产品信誉严重受损。
3.目前,对于锂电池的检测,如密封性和短路测试,整体测试效率低,无法满足日益增长的生产效率要求,不能够快速、高效、准确的判断出锂离子电池密封性的优劣。
技术实现要素:
4.有鉴于此,本实用新型旨在提出一种锂电池检测设备,以有利于提高锂电池的检测效率。
5.为达到上述目的,本实用新型的技术方案是这样实现的:
6.一种锂电池检测设备,包括沿第一方向顺次布置的扫码机构、密封性检测机构、短路测试仪以及出料机构,还包括将锂电池于各机构之间顺次转运的转运机构;其中:
7.所述扫码机构用于读取设于锂电池上的信息码;
8.所述密封性检测机构包括用于密封锂电池的密封装置,以及与所述密封装置连接的密封性检测仪,所述密封性检测仪用于检测所述锂电池的密封性;
9.所述短路测试仪用于对检测完密封性的所述锂电池进行短路测试;
10.所述出料机构用于输送短路测试完毕的所述锂电池。
11.进一步的,所述密封装置包括第一驱动机构,以及由所述第一驱动机构驱动而能够平移运动的载料件,承接于所述第一驱动机构的驱动,所述载料件能够于初始工位和检测工位之间动作,并于检测工位处设有能够密封所述载料件的密封机构;所述载料件的平移方向与所述第一方向正交布置。
12.进一步的,所述扫码机构靠近于所述密封装置的所述初始工位布置。
13.进一步的,相对于设有所述扫码机构的一侧,所述密封装置的另一侧设有短路测试工位;环绕所述短路测试工位设置有所述短路测试仪、短路待测工位、配对暂存工位以及配对工位。
14.进一步的,所述密封装置为沿所述第一方向依次排布的多个。
15.进一步的,所述密封性检测仪为多个;沿所述第一方向,多个所述密封性检测仪分置于所述密封装置的两侧。
16.进一步的,所述转运机构包括上料机械手,所述上料机械手用于将读码后的锂电池转运至初始工位处。
17.进一步的,所述转运机构包括转运机械手,所述转运机械手用于将检测完密封性的所述锂电池转运至所述短路待测工位处。
18.进一步的,所述转运机构包括下料机械手,所述下料机械手用于将所述锂电池由所述短路待测工位先后运送至配对暂存工位、短路测试工位、配对工位。
19.进一步的,所述出料机构包括相邻布置的第一输送带和第二输送带;所述第一输送带和所述第二输送带分别用于输送废品和良品。
20.相对于现有技术,本实用新型具有以下优势:
21.本实用新型所述的锂电池检测设备,通过同时设置扫码设备、密封检测机构、短路测试仪以及出料机构,并使各部件整体布置合理,可提升对锂电池检测的效率,扫码、密封性检测和短路测试连续进行,中间转运全部采用转运机构,还可节省人工,而有着较好的实用性。同时,增设扫码设备,可实现标准体系的电池性能检测而改善电池的安全可靠性。
22.此外,密封装置的载料件的平移方向与第一方向正交布置,以及将密封装置设为沿第一方向依次排布的多个,均有利于锂电池的传送,并有利于提升锂电池的检测效率,两者结合,可进一步提升如上效果。在密封测试仪为多个时,在第一方向将多个密封性检测仪分置于密封装置的两侧,有利于密封检测仪与密封装置连接,同时,可以布置较多的密封装置,而有利于提高锂电池的密封性检测效率。
23.另外,设置短路测试工位,并在短路测试工位的周侧依次布置短路测试仪、短路待测工位、配对暂存工位以及配对工位,可有利于提升锂电池的短路测试效率。
24.设置三个转运机械手,可匹配于扫码、密封性测试、短路测试及出料各工序之间的转运,可合理配合各工序的测试时间,而有利于提升锂电池的整体检测效率;同时设置第一输送带和第二输送带分别输送废品和良品,可将检测的锂电池好坏及时分类处理,而进一步有利于提高设备效率,检测速度可以达到每分钟20个。
附图说明
25.构成本实用新型的一部分的附图用来提供对本实用新型的进一步理解,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。在附图中:
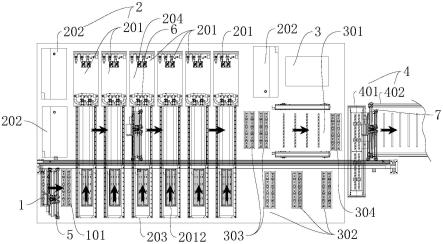
26.图1为本实用新型实施例所述的锂电池检测设备的俯视图;
27.图2为本实用新型实施例所述的锂电池检测设备的另一结构示意图;
28.图3为本实用新型实施例所述的扫码机构的结构示意图;
29.图4为本实用新型实施例所述的测试工位的结构示意图;
30.图5为本实用新型实施例所述的米粉该装置的结构示意图。
31.附图标记说明:
32.1、扫码机构;2、密封性检测机构;3、短路测试仪;4、出料机构;5、上料机械手;6、转运机械手;7、下料机械手;8、机架;
33.101、上料位;
34.201、密封装置;202、密封性检测仪;203、初始工位;204、检测工位;
35.2011、第一驱动机构;2012、载料件;2013、密封机构;
36.301、短路测试工位;302、短路待测工位;303、配对暂存工位;304、配对工位;
37.401、第一输送带;402、第二输送带。
具体实施方式
38.需要说明的是,在不冲突的情况下,本实用新型中的实施例及实施例中的特征可以相互组合。
39.在本实用新型的描述中,需要说明的是,术语“上”、“下”、“内”、“背”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
40.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。在本实用新型的描述中,如图1所示的状态,第一方向指左右方向,第二方向指上下方向。
41.另外,在本实用新型的描述中,除非另有明确的限定,术语“安装”、“相连”、“连接”、“连接件”应做广义理解。例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以结合具体情况理解上述术语在本实用新型中的具体含义。
42.下面将参考附图并结合实施例来详细说明本实用新型。
43.本实施例涉及一种锂电池检测设备,如图1结合图2所示的,整体布置上,其包括沿第一方向顺次布置的扫码机构1、密封性检测机构2、短路测试仪3 以及出料机构4,还包括将锂电池于各机构之间顺次转运的转运机构;其中:扫码机构1用于读取设于锂电池上的信息码;密封性检测机构2包括用于密封锂电池的密封装置201,以及与密封装置201连接的密封性检测仪202,密封性检测仪202用于检测锂电池的密封性;短路测试仪3用于对检测完密封性的锂电池进行短路测试;出料机构4用于输送短路测试完毕的锂电池。
44.基于如上的整体描述,本实施例的锂电池检测设备的一种示例性结构如图 1所示,左下侧布置扫码机构1,扫码机构1右侧布置多个密封装置201,多个密封装置201的上部左右两侧布置有密封性测试仪,而右侧的密封检测仪靠上布置,其右侧布置有短路测试仪3,且该密封性检测仪202和短路测试仪3的下侧布置有适配于短路测试的各工位,最右侧布置有出料机构4。
45.为了较好的理解本实施例的锂电池检测设备,如图2结合图3所示的,机架8是其余零部件的安装基础,其具有安装平台和用于支撑安装平台的支撑结构,扫码机构1、密封性检测机构2、短路测试仪3以及出料机构4则于机架8 的左侧到右侧依次排布。
46.本实施例中,扫码机构1具体可采用现有的扫码枪、扫码器等,其用于识别预设于待检测的锂电池上的信息码,以便于后续追踪锂电池的生产来源,从而利于实现标准体系的电池性能检测。
47.扫码机构1主要用于判定锂电池是否符合mes要求,对不符合的产品进行排除并区分,符合mes要求的则由下述的上料机械手5移送至上料位101,以便于对锂电池进行后续测试。
48.参照图2结合图4和图5所示的,密封装置201包括第一驱动机构2011,以及由第一驱动机构2011驱动而能够平移运动的载料件2012,承接于第一驱动机构2011的驱动,载料件2012能够于初始工位203和检测工位204之间动作。
49.图1所示状态的安装平台的下部设置初始工位203,而上部设置检测工位 204。本实施例中,载料件2012的动作为沿第二方向运动,也即载料件2012 的平移方向与第一方向正交布置。第一驱动机构2011可参照现有结构如气缸、直线电机等能够输出直线动力的装置,载料件2012则连接于第一驱动机构2011 的动力输出端。
50.具体结构上,载料件2012具体可为具有上部开口的容纳腔的壳体,而于检测工位204处设有能够密封载料件2012的密封机构2013。被检测的锂电池可由下述的上料机械手5输送至壳体内,在第一驱动机构2011的驱动下,承载有锂电池的载料件2012被运送至检测工位204,并由密封机构2013密封载料件 2012的上部开口,以使待检测密封性的锂电池处于封闭环境内。
51.在此还需说明的是,为了便于提高效率,前述的密封装置201为沿第一方向依次排布的多个,并在密封性检测仪202为多个时,多个密封性检测仪202 分置于密封装置201的两侧。
52.如本实施例中,密封装置201为沿第一方向依次排布的六个。密封性检测仪202则为三个,也即每一个密封性检测仪202匹配两个密封装置201。在具体布置时,仍参照图1所示的,左侧的密封装置201左侧设有上下布置的两个密封性检测仪202,右侧的密封装置201右侧设有一个密封性检测仪202,每一个密封性检测仪202和两个密封装置201的密封机构2013连接。
53.于图1所示的状态,前述的扫码机构1靠近于左侧的密封装置201的初始工位203布置。而转运机构包括上料机械手5,上料机械手5的结构可参照现有结构,其用于将读码后的锂电池转运至初始工位203处,而便于对锂电池进行密封性检测。
54.在实际检测时,由于锂电池被密封于密封装置201内,先利用和密封装置 201连接的真空系统对密封装置201内部抽真空,同时在负压情况下对锂电池内部注入测试气体(氦气),由于电池内部与密封性检测仪202存在压差,如果锂电池存在泄漏的话,测试气体会泄漏到密封性检测仪202,如此通过密封性检测仪202检测判断锂电池的密封性,也即检测锂电池有无泄漏。
55.相对于设有扫码机构1的一侧,密封装置201的另一侧设有位于安装平台上的短路测试工位301,并环绕短路测试工位301设置有短路测试仪3、短路待测工位302、配对暂存工位303以及配对工位304。前述的转运机构还包括转运机械手6,其用于将检测完密封性的锂电池转运至短路待测工位302处。
56.此外,转运机构包括下料机械手7,其用于将锂电池由短路待测工位302 先后运送至配对暂存工位303、短路测试工位301、配对工位304。为了提高效率,短路测试工位301为锂电池两两配对后进行测试。
57.比如,将检测完密封性的锂电池转运至短路待测工位302,两两配对后,会将配对的锂电池组采用下料机械手7转运至配对暂存工位303,在配对短路测试工位301可以进行短路测试时,再利用下料机械手7将配对暂存工位303 的锂电池组转动至短路测试工位301,由短路测试仪3进行短路检测,不合格的电池即废品可由下料机械手7转运至下述的出料机构4处,而合格的电池即良品先被输送至配对工位304处,待配对成功后可由下料机械手7转运至下述的出料机构4处。
58.本实施例中,出料机构4包括相邻布置的第一输送带401和第二输送带 402,其中
第一输送带401和第二输送带402分别用于输送废品和良品。在具体布置时,第一输送带401和第二输送带402可参照图2所示的状态并排布置,亦可参照图1所示的状态正交布置,根据场地空间选择合适的布置方式即可。
59.本实施例的锂电池检测设备,通过同时设置扫码设备、密封检测机构、短路测试仪3以及出料机构4,并使各部件整体布置合理,可提升对锂电池检测的效率,扫码、密封性检测和短路测试连续进行,中间转运全部采用转运机构,可减少搬运次数、搬运时间,提高设备效率,还可节省人工,而有着较好的实用性。同时,增设扫码设备,可实现标准体系的电池性能检测而改善电池的安全可靠性,对高压短路测试的优劣品也有自动识别筛选分离的功能。
60.以上仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1