一种调整焊缝熔深试样测量部位角度的试验工装的制作方法
1.本实用新型涉及测量工装技术领域,具体为一种调整焊缝熔深试样测量部位角度的试验工装。
背景技术:
2.调整焊缝熔深试样测量部位角度,是为了使测量面与熔深测量显微镜面平行,提高测量的精度。行业标准《hb 5282-1984结构钢和不锈钢电阻点焊和缝焊质量检验》规定了焊缝检验的技术要求和试验方法。现有的方案一般是将切割好的试样放入镶嵌机,镶嵌好再打磨测量部位,或者将腐蚀好的的试样放入橡皮泥中使用平板机用力压使上下两面平行,现有技术存在试验调试过程繁琐,试验所需人力物力较多等缺陷。
技术实现要素:
3.为了解决上述技术问题,本实用新型提出了一种调整焊缝熔深试样测量部位角度的试验工装。
4.本实用新型所要解决的技术问题采用以下技术方案来实现:
5.一种调整焊缝熔深试样测量部位角度的试验工装,包括焊缝熔深试样,还包括底座、设置在所述底座上的试验台、吸附在所述试验台上的强磁铁,所述焊缝熔深试样放置在所述试验台上,所述试验台活动安装在所述试验台上,所述强磁铁吸附所述焊缝熔深试样的侧面。
6.优选地,所述底座由底座一、底座二对应拼接而成,所述底座一、底座二的拼接处设有转动凹槽,所述试验台转动安装在转动凹槽内。
7.优选地,所述底座一上设有内置孔,所述底座二设有螺纹孔。
8.优选地,所述内置孔与所述螺纹孔同轴线对应分布。
9.优选地,所述内置孔的内部设有弹簧。
10.优选地,所述螺纹孔的内部设有从内置孔穿入并与所述弹簧抵合连接的螺栓。
11.优选地,所述试验台包括台面和台底上下两部分,所述台底活动安装在转动凹槽内。
12.优选地,所述台底、转动凹槽均呈球形结构。
13.本实用新型的有益效果是:
14.与现有技术相比,本实用新型可以方便的调整试样测量面角度,提高了测量精度、简化了试验的安装调试过程、提高了试验工作的效率。
附图说明
15.下面结合附图和实施例对本实用新型进一步说明:
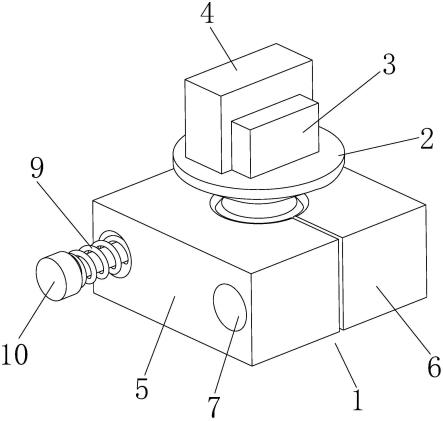
16.图1为本实用新型(试验台水平状态时)的结构示意图;
17.图2为本实用新型中底座(仅画出一个螺栓及弹簧)的结构示意图;
18.图3为本实用新型中底座的内部剖视示意图;
19.图4为本实用新型中试验台的结构示意图;
20.图5为本实用新型(试验台倾斜状态时)的结构示意图。
21.图中:1、底座;2、试验台;3、强磁铁;4、焊缝熔深试样;5、底座一;6、底座二;7、内置孔;8、螺纹孔;9、弹簧;10、螺栓;11、台面;12、台底;13、转动凹槽。
具体实施方式
22.为了使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合附图以及实施例对本实用新型进一步阐述。
23.如图1至图4所示,一种调整焊缝熔深试样测量部位角度的试验工装,由底座1、试验台2、强磁铁3、弹簧9、螺栓10所构成。所述底座1由位于左侧的底座一5和位于右侧的底座二6左右对应拼接而成。所述试验台2包括台面11和台底12上下两部分,所述强磁铁3固定吸附在台面11上,所述底座一5和底座二6的拼接处设有转动凹槽13,所述转动凹槽13的一半位于底座一5上,另一半位于底座二6上,当所述底座一5和与底座二6对应拼接,形成完整的转动凹槽13;所述台底12对应活动安装在转动凹槽13内。
24.此外,由于现有的焊缝熔深试样4很多是不规则的,其剖切面有的也不是垂直向上的,因此,进一步地,所述台底12、转动凹槽13为适配的球形结构,通过球形结构的设计,使得所述试验台2不仅能够水平转动,而且还能够倾斜摆动,如图5所示,从而能够调整当形状为不规则状的焊缝熔深试样4上的剖切面的位置。
25.进一步地,所述底座一5上设有两个前后并排分布且横向设置的内置孔7,所述底座二6上设有两个前后并排分布且横向设置的螺纹孔8,所述内置孔7为贯通孔,所述螺纹孔8为盲孔,所述内置孔7与螺纹孔8同轴线分布。
26.所述弹簧9设有两个,对应置于两个内置孔7内部,所述螺栓10设有两个,对应地从内置孔7内穿过抵合弹簧9并连接在螺纹孔8内,通过螺栓10、弹簧9,实现底座一5和与底座二6拼接后的连接以及松紧调整,实现了试验台2的安装与拆卸。
27.本实用新型的使用过程:
28.使用时,将焊缝熔深试样4的观察面(剖切面)朝上放置在台面11上,并使强磁铁3吸附住焊缝熔深试样4的侧面,通过强磁铁3固定在台面11上,然后转动或者倾斜摆动台面11,调整焊缝熔深试样4的观察面(剖切面)角度,使焊缝熔深试样4的观察面(剖切面)与显微镜面平行,然后进行测量。
29.以上显示和描述了本实用新型的基本原理、主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
技术特征:
1.一种调整焊缝熔深试样测量部位角度的试验工装,包括焊缝熔深试样(4),其特征在于:还包括底座(1)、设置在所述底座(1)上的试验台(2)、吸附在所述试验台(2)上的强磁铁(3),所述焊缝熔深试样(4)放置在所述试验台(2)上,所述试验台(2)活动安装在所述底座(1)上,所述强磁铁(3)吸附所述焊缝熔深试样(4)的侧面。2.根据权利要求1所述的一种调整焊缝熔深试样测量部位角度的试验工装,其特征在于:所述底座(1)由底座一(5)、底座二(6)对应拼接而成,所述底座一(5)、底座二(6)的拼接处设有转动凹槽(13),所述试验台(2)转动安装在转动凹槽(13)内。3.根据权利要求2所述的一种调整焊缝熔深试样测量部位角度的试验工装,其特征在于:所述底座一(5)上设有内置孔(7),所述底座二(6)设有螺纹孔(8)。4.根据权利要求3所述的一种调整焊缝熔深试样测量部位角度的试验工装,其特征在于:所述内置孔(7)与所述螺纹孔(8)同轴线对应分布。5.根据权利要求4所述的一种调整焊缝熔深试样测量部位角度的试验工装,其特征在于:所述内置孔(7)的内部设有弹簧(9)。6.根据权利要求5所述的一种调整焊缝熔深试样测量部位角度的试验工装,其特征在于:所述螺纹孔(8)的内部设有从内置孔(7)穿入并与所述弹簧(9)抵合连接的螺栓(10)。7.根据权利要求2所述的一种调整焊缝熔深试样测量部位角度的试验工装,其特征在于:所述试验台(2)包括台面(11)和台底(12)上下两部分,所述台底(12)活动安装在转动凹槽(13)内。8.根据权利要求7所述的一种调整焊缝熔深试样测量部位角度的试验工装,其特征在于:所述台底(12)、转动凹槽(13)均呈球形结构。
技术总结
本实用新型涉及测量工装技术领域,具体为一种调整焊缝熔深试样测量部位角度的试验工装,包括焊缝熔深试样,还包括底座、设置在所述底座上的试验台、吸附在所述试验台上的强磁铁,所述焊缝熔深试样放置在所述试验台上,所述试验台活动安装在所述试验台上,所述强磁铁吸附所述焊缝熔深试样的侧面。与现有技术相比,本实用新型可以方便的调整试样测量面角度,提高了测量精度、简化了试验的安装调试过程、提高了试验工作的效率。提高了试验工作的效率。提高了试验工作的效率。
技术研发人员:韩士坤 张宏飞 张宇华
受保护的技术使用者:芜湖中瑞汽车零部件有限公司
技术研发日:2022.05.26
技术公布日:2022/10/21
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1