一种热轧型钢腿端钝化弧度测量装置的制作方法
1.本实用新型涉及热轧型钢生产技术领域,具体是一种热轧型钢腿端钝化弧度测量装置。
背景技术:
2.普通热轧型钢根据型钢截面形式的不同可分为角钢、扁钢、槽钢、工字钢、h型钢和热轧l型钢,热轧型钢生产过程中,边缘带有弧度,需要测量边缘弧度来判断热轧型钢是否符合标准。
3.中国专利公开了弧度测量装置,(授权公告号cn214893124u),该专利技术通过移动第一调节杆以及感应件,即可使感应件在整个工作区范围内移动,从而使得工件在放置到工作区上后,各处皆能被感应件探测感应,感应件通过探测工件各处距感应件的距离来测量工件的弧度,在探测过程中无需与工件相接触,避免了需要按压使得工件变形进而造成测量数据不准确的情况,但是,上述弧度测量装置,只适合小工件的测量,不能进行大物件的测量,装置的适配范围较小,且红外探测检测的方式调试较为复杂,探头位置变动会导致检测出错,一般装置通过计算确定弧长,计算程序确定的弧长会略微带有偏差,不利于测量的精准度,一般装置测量中不能保证装置位于弧形的中心点,不利于检测的精准度。因此,本领域技术人员提供了一种热轧型钢腿端钝化弧度测量装置,以解决上述背景技术中提出的问题。
技术实现要素:
4.本实用新型的目的在于提供一种热轧型钢腿端钝化弧度测量装置,以解决上述背景技术中提出的问题。
5.为实现上述目的,本实用新型提供如下技术方案:
6.一种热轧型钢腿端钝化弧度测量装置,包括定位架、探头盒、测量仪主体、外探针与内探针,所述探头盒位于定位架的上侧位置处,所述测量仪主体位于探头盒的上侧,所述内探针位于探头盒的内部,所述外探针位于探头盒的内部左右端位置处,所述定位架的内侧设置有软尺,所述定位架的下端设置有滑槽,所述定位架的内侧位于滑槽的上端位置处设置有软尺滑出口,所述滑槽的内部设置有弹簧。
7.作为本实用新型再进一步的方案:所述软尺的上侧设置有刻度,所述定位架的外侧设置有定位螺钉,所述定位架的下侧设置有调节板,所述调节板的内侧安装有调节螺杆,所述滑槽的内部设置有拉块。
8.作为本实用新型再进一步的方案:所述外探针与内探针的下端均焊接于软尺的上侧位置处,所述软尺的下端滑动于滑槽的内部位置处。
9.作为本实用新型再进一步的方案:所述弹簧的上端固定于软尺的下端位置处,所述弹簧的下端转动于拉块的上侧位置处。
10.作为本实用新型再进一步的方案:所述调节螺杆的上端转动于调节板的下端位置
处,所述调节螺杆的上侧转动于拉块的下侧,所述定位螺钉的下端贯穿定位架挤压于软尺的上侧位置处。
11.与现有技术相比,本实用新型的有益效果是:本实用新型热轧型钢腿端钝化弧度测量装置,通过测量仪主体对弧度进行测量,通过软尺支撑探针,避免检测过程探针脱滑,导致检测出错,软尺卡到检测物料上,有利于探针与物料的垂直度,提高测量的精准度,通过定位架对软尺的位置进行定位,保证探针位于弧形的中心点,通过调节螺杆与弹簧对软尺的滑出力度进行调节,适合不同人使用习惯。
附图说明
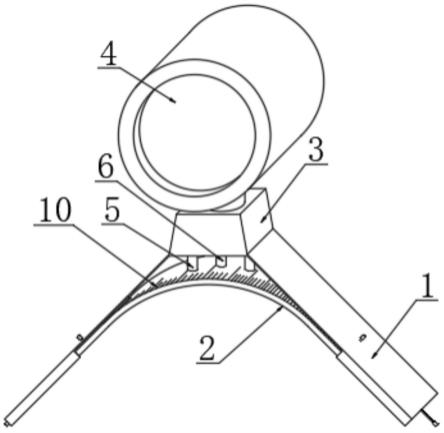
12.图1为一种热轧型钢腿端钝化弧度测量装置的结构示意图;
13.图2为一种热轧型钢腿端钝化弧度测量装置中的平面图;
14.图3为一种热轧型钢腿端钝化弧度测量装置图2中的a部分的结构示意图。
15.图中:1、定位架;2、软尺;3、探头盒;4、测量仪主体;5、外探针;6、内探针;7、滑槽;8、弹簧;9、软尺滑出口;10、刻度;11、定位螺钉;12、拉块;13、调节板;14、调节螺杆。
具体实施方式
16.请参阅图1~3,本实用新型实施例中,一种热轧型钢腿端钝化弧度测量装置,包括定位架1、探头盒3、测量仪主体4、外探针5与内探针6,探头盒3位于定位架1的上侧位置处,测量仪主体4位于探头盒3的上侧,内探针6位于探头盒3的内部,外探针5位于探头盒3的内部左右端位置处,定位架1的内侧设置有软尺2,定位架1的下端设置有滑槽7,定位架1的内侧位于滑槽7的上端位置处设置有软尺滑出口9,滑槽7的内部设置有弹簧8,外探针5与内探针6的下端均焊接于软尺2的上侧位置处,软尺2的下端滑动于滑槽7的内部位置处,首先,取出装置,把装置携带到使用位置处,调节软尺2位于滑槽7内部的位置,调节软尺2的松紧度,然后,手持测量仪主体4,把定位架1的内侧卡到物料的检测位,软尺2挤压到所需测量的弧度上,软尺2的外端在滑槽7的内部滑动,通过软尺滑出口9滑出,内探针6与外探针5在探头盒3的内部滑动,确定弧度三点的位置,把检测信息传输到测量仪主体4的内部,测量仪主体4处理后显示弧度数值,通过软尺2观看弧的长度,把软尺2固定到定位架1的内侧,对软尺2的弧度固定,对测量的数值保存。
17.在图1、2、3中:软尺2的上侧设置有刻度10,定位架1的外侧设置有定位螺钉11,定位架1的下侧设置有调节板13,调节板13的内侧安装有调节螺杆14,滑槽7的内部设置有拉块12,弹簧8的上端固定于软尺2的下端位置处,弹簧8的下端转动于拉块12的上侧位置处,调节螺杆14的上端转动于调节板13的下端位置处,调节螺杆14的上侧转动于拉块12的下侧,定位螺钉11的下端贯穿定位架1挤压于软尺2的上侧位置处,转动调节螺杆14,通过拉块12调节软尺2位于滑槽7内部的位置,调节软尺2的松紧度,然后,手持测量仪主体4,把定位架1的内侧卡到物料的检测位,软尺2挤压到所需测量的弧度上,软尺2的外端在滑槽7的内部滑动,通过软尺滑出口9滑出,内探针6与外探针5在探头盒3的内部滑动,确定弧度三点的位置,把检测信息传输到测量仪主体4的内部,测量仪主体4处理后显示弧度数值,通过软尺2上的刻度10观看弧的长度,可转动定位螺钉11把软尺2固定到定位架1的内侧,对软尺2的弧度固定。
18.本实用新型的工作原理是:首先,取出装置,把装置携带到使用位置处,转动调节螺杆14,通过拉块12调节软尺2位于滑槽7内部的位置,调节软尺2的松紧度,然后,手持测量仪主体4,把定位架1的内侧卡到物料的检测位,软尺2挤压到所需测量的弧度上,软尺2的外端在滑槽7的内部滑动,通过软尺滑出口9滑出,内探针6与外探针5在探头盒3的内部滑动,确定弧度三点的位置,把检测信息传输到测量仪主体4的内部,测量仪主体4处理后显示弧度数值,通过软尺2上的刻度10观看弧的长度,可转动定位螺钉11把软尺2固定到定位架1的内侧,对软尺2的弧度固定,对测量的数值保存。
19.以上所述的,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
技术特征:
1.一种热轧型钢腿端钝化弧度测量装置,包括定位架(1)、探头盒(3)、测量仪主体(4)、外探针(5)与内探针(6),所述探头盒(3)位于定位架(1)的上侧位置处,所述测量仪主体(4)位于探头盒(3)的上侧,所述内探针(6)位于探头盒(3)的内部,所述外探针(5)位于探头盒(3)的内部左右端位置处,其特征在于,所述定位架(1)的内侧设置有软尺(2),所述定位架(1)的下端设置有滑槽(7),所述定位架(1)的内侧位于滑槽(7)的上端位置处设置有软尺滑出口(9),所述滑槽(7)的内部设置有弹簧(8)。2.根据权利要求1所述的一种热轧型钢腿端钝化弧度测量装置,其特征在于,所述软尺(2)的上侧设置有刻度(10),所述定位架(1)的外侧设置有定位螺钉(11),所述定位架(1)的下侧设置有调节板(13),所述调节板(13)的内侧安装有调节螺杆(14),所述滑槽(7)的内部设置有拉块(12)。3.根据权利要求1所述的一种热轧型钢腿端钝化弧度测量装置,其特征在于,所述外探针(5)与内探针(6)的下端均焊接于软尺(2)的上侧位置处,所述软尺(2)的下端滑动于滑槽(7)的内部位置处。4.根据权利要求2所述的一种热轧型钢腿端钝化弧度测量装置,其特征在于,所述弹簧(8)的上端固定于软尺(2)的下端位置处,所述弹簧(8)的下端转动于拉块(12)的上侧位置处。5.根据权利要求2所述的一种热轧型钢腿端钝化弧度测量装置,其特征在于,所述调节螺杆(14)的上端转动于调节板(13)的下端位置处,所述调节螺杆(14)的上侧转动于拉块(12)的下侧,所述定位螺钉(11)的下端贯穿定位架(1)挤压于软尺(2)的上侧位置处。
技术总结
本实用新型涉及热轧型钢生产技术领域,具体为一种热轧型钢腿端钝化弧度测量装置,包括定位架、探头盒、测量仪主体、外探针与内探针,所述定位架的内侧设置有软尺,所述定位架的下端设置有滑槽,所述定位架的内侧位于滑槽的上端位置处设置有软尺滑出口,所述滑槽的内部设置有弹簧,所述软尺的上侧设置有刻度,所述定位架的外侧设置有定位螺钉,所述定位架的下侧设置有调节板,所述调节板的内侧安装有调节螺杆。本实用新型通过测量仪主体对弧度进行测量,通过软尺支撑探针,避免检测过程探针脱滑,通过定位架对软尺的位置进行定位,保证探针位于弧形的中心点,通过调节螺杆与弹簧对软尺的滑出力度进行调节。滑出力度进行调节。滑出力度进行调节。
技术研发人员:袁诚 刘立国 黄友坡 何力国 王彬 董泽兴 张月雷
受保护的技术使用者:日照钢铁控股集团有限公司
技术研发日:2022.06.17
技术公布日:2022/9/13
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1