一种基于激光检测的阀片厚度检测装置的制作方法
1.本实用新型属于阀片厚度检测装置的技术领域,具体涉及一种基于激光检测的阀片厚度检测装置。
背景技术:
2.随着机械化生产的发展,传统的机械厂都是使用人工劳动力进行生产,但是随着人工成本的增加,工厂的自动化改进迫在眉睫。
3.在工厂自动化改造进程中,储料上料是最重要的问题点,随着制造业自动化改造的进程的加快,劳动力成本越来越高,而且人工上下料效率低,费时费力;在产品小型化趋势的今天,相应的零件也随之小型化,装配组件也非常小;在对小零件的自动化上料装配过程,难以实现快速、准确上料等问题。
4.但是在阀片这种体积小且厚度十分薄时,为了能够自动化的对这种体积小且十分薄的阀片进行装夹和装配,通常都是使用自动化的真空吸盘组来对阀片进行夹取和放下,但是这种吸取的方式可能会对堆叠放置的阀片一次性吸取多个的阀片或者未能成功的吸取阀片,从而造成阀片多装或者阀片未装的情况,所以需要对真空吸盘组拿取阀片之后并在阀片进行组装的之前,对吸取上来的阀片进行检测,从而防止排气阀片多装。
技术实现要素:
5.本实用新型属于一种基于激光检测的阀片厚度检测装置,包括阀体生产线、阀片检测装置和阀片拿取装置,所述的阀体生产线前部设有阀片检测装置,所述的阀片检测装置和阀体生产线上方设有阀片拿取装置,所述的阀体生产线包括产线输送架和移动基板,所述的阀片检测装置包括传感器座和激光传感器,所述的阀片拿取装置包括抓取机架、真空吸盘和机械臂座,可以通过设在阀体生产线前端的阀片检测装置对每个经过阀片拿取装置的阀片进行检测,根据拿取阀片的厚度来判断是否有效的拿取阀片,如果判定为不合格,阀片拿取装置将已吸取的阀片丢弃在物料盒中,并重新吸取阀片进行检测,以此来防止排气阀片多装。
6.产线输送架由两个相互平行的横向支架构成,产线输送架上方设有移动基板,所述的移动基板形状为矩形,移动基板的前侧设有阀片检测装置,通过在移动基板的前侧设置的阀片检测装置,即可对阀片在移动的过程中即可进行检测,在将阀片放置到阀体之前就可以提前做出判定,从而进行后续的旋转。
7.传感器座为方管,传感器座竖直的设在移动基板的前侧,传感器座以移动基板纵向中线为基准镜像的设在移动基板纵向中线的两侧,传感器座的顶部前面设有激光传感器,所述的激光传感器的探头垂直于传感器座的向上,通过向上的激光传感器,才能方便的对上方经过的阀片进行厚度的检测,只要其厚度超过或未达到预设的阈值都标定为不合格。
8.抓取机架形状为h型,抓取机架设在阀体生产线和阀片检测装置上方,抓取机架的
两侧下方设有等距整列的设有若干真空吸盘,抓取机架的中心上方设有机械臂座,通过真空吸盘的吸取和放下,实现对阀片的抓取,并且抓取机架还设置在机械臂上,可以实现抓取机架的自由移动,方便后续不合格时将阀片放入废料盒中。
9.机械臂座与机械臂相连,所述的机械臂为四轴机械臂,实现更多种的自由移动,提高移动的方向,可以缩减装置的体积。
10.有益效果:
11.可以通过设在阀体生产线前端的阀片检测装置对每个经过阀片拿取装置的阀片进行检测,根据拿取阀片的厚度来判断是否有效的拿取阀片,如果判定为不合格,阀片拿取装置将已吸取的阀片丢弃在物料盒中,并重新吸取阀片进行检测,以此来防止排气阀片多装,通过在移动基板的前侧设置的阀片检测装置,即可对阀片在移动的过程中即可进行检测,在将阀片放置到阀体之前就可以提前做出判定,从而进行后续的旋转,通过在移动基板的前侧设置的阀片检测装置,即可对阀片在移动的过程中即可进行检测,在将阀片放置到阀体之前就可以提前做出判定,从而进行后续的旋转,实现更多种的自由移动,提高移动的方向,可以缩减装置的体积。
附图说明
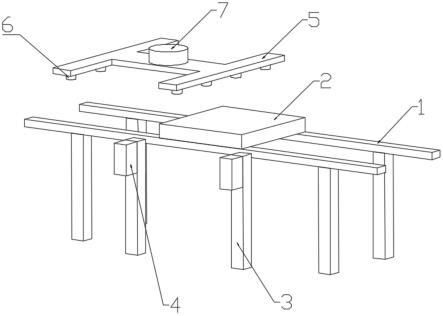
12.图1是一种基于激光检测的阀片厚度检测装置的示意图;
13.图中;1、产线输送架,2、移动基板,3、传感器座,4、激光传感器,5、抓取机架,6、真空吸盘,7、机械臂座。
具体实施方式
14.为了加深对本实用新型的理解,下面将结合实施例和附图对本实用新型进一步详述,该实施例仅用于解释本实用新型,并不构成对本实用新型保护范围的限定。
15.产线输送架1,移动基板2,传感器座3,激光传感器4,抓取机架5,真空吸盘6,机械臂座7。
16.如图1所示;
17.一种基于激光检测的阀片厚度检测装置,包括阀体生产线、阀片检测装置和阀片拿取装置,所述的阀体生产线前部设有阀片检测装置,所述的阀片检测装置和阀体生产线上方设有阀片拿取装置,所述的阀体生产线包括产线输送架1和移动基板2,所述的阀片检测装置包括传感器座3和激光传感器4,所述的阀片拿取装置包括抓取机架5、真空吸盘6和机械臂座7,产线输送架1由两个相互平行的横向支架构成,产线输送架1上方设有移动基板2,所述的移动基板2形状为矩形,移动基板2的前侧设有阀片检测装置,传感器座3为方管,传感器座3竖直的设在移动基板2的前侧,传感器座3以移动基板2纵向中线为基准镜像的设在移动基板2纵向中线的两侧,传感器座3的顶部前面设有激光传感器4,所述的激光传感器4的探头垂直于传感器座3的向上,抓取机架5形状为h型,抓取机架5设在阀体生产线和阀片检测装置上方,抓取机架5的两侧下方设有等距整列的设有若干真空吸盘6,抓取机架5的中心上方设有机械臂座7,机械臂座7与机械臂相连,所述的机械臂为四轴机械臂。
18.实施示例;
19.真空吸盘6组安装在四轴机械臂上,四轴机械臂带着吸盘移动到阀片料仓上方,机
械臂下行,真空吸盘6吸取片,机械臂带着阀片移动到激光传感器4上方,激光传感器4发出光线检测阀片到激光传感器的距离,如果阀片多取,则距离信号与系统标定信号不符,判定为不合格,机械臂将已吸取的阀片丢弃在物料盒中,并重新吸取阀片进行检测,以此来防止阀片多装。
20.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
技术特征:
1.一种基于激光检测的阀片厚度检测装置,其特征在于,包括阀体生产线、阀片检测装置和阀片拿取装置,所述的阀体生产线前部设有阀片检测装置,所述的阀片检测装置和阀体生产线上方设有阀片拿取装置,所述的阀体生产线包括产线输送架和移动基板,所述的阀片检测装置包括传感器座和激光传感器,所述的阀片拿取装置包括抓取机架、真空吸盘和机械臂座。2.根据权利要求1所述的一种基于激光检测的阀片厚度检测装置,其特征在于,所述的产线输送架由两个相互平行的横向支架构成,产线输送架上方设有移动基板,所述的移动基板形状为矩形,移动基板的前侧设有阀片检测装置。3.根据权利要求2所述的一种基于激光检测的阀片厚度检测装置,其特征在于,所述的传感器座为方管,传感器座竖直的设在移动基板的前侧,传感器座以移动基板纵向中线为基准镜像的设在移动基板纵向中线的两侧,传感器座的顶部前面设有激光传感器,所述的激光传感器的探头垂直于传感器座的向上。4.根据权利要求3所述的一种基于激光检测的阀片厚度检测装置,其特征在于,所述的抓取机架形状为h型,抓取机架设在阀体生产线和阀片检测装置上方,抓取机架的两侧下方设有等距整列的设有若干真空吸盘,抓取机架的中心上方设有机械臂座。5.根据权利要求4所述的一种基于激光检测的阀片厚度检测装置,其特征在于,所述的机械臂座与机械臂相连,所述的机械臂为四轴机械臂。
技术总结
本实用新型属于一种基于激光检测的阀片厚度检测装置,包括阀体生产线、阀片检测装置和阀片拿取装置,所述的阀体生产线前部设有阀片检测装置,所述的阀片检测装置和阀体生产线上方设有阀片拿取装置,所述的阀体生产线包括产线输送架和移动基板,所述的阀片检测装置包括传感器座和激光传感器,所述的阀片拿取装置包括抓取机架、真空吸盘和机械臂座,本实用新型可以通过设在阀体生产线前端的阀片检测装置对每个经过阀片拿取装置的阀片进行检测,根据拿取阀片的厚度来判断是否有效的拿取阀片,如果判定为不合格,阀片拿取装置将已吸取的阀片丢弃在物料盒中,并重新吸取阀片进行检测,以此来防止排气阀片多装。以此来防止排气阀片多装。以此来防止排气阀片多装。
技术研发人员:谢晨明 杨跃勇 徐剑波
受保护的技术使用者:布朗科汽车制动系统(镇江)有限公司
技术研发日:2022.06.23
技术公布日:2022/10/21
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1