一种台阶圆柱型结构铸件的同轴度检测工装的制作方法
1.本实用新型涉及一种台阶圆柱型结构铸件的同轴度检测工装,属于同轴度检测工装技术领域。
背景技术:
2.在台阶圆柱型结构铸件在生产完成后,为了保证台阶圆柱型结构铸件各个台阶段的同轴度,需要借助同轴度检测工装对台阶圆柱型结构铸件进行同轴度检测。
3.在现有技术中(中国专利公开号为cn202002603u的减壳同轴度偏心检具),公开的技术是:将芯棒ⅰ、ⅱ两端的止口盘与减壳轴承位相配合,插入减壳轴承位可以检测两耳孔的同轴度和同轴孔两轴承位的同轴度;虽然,使用芯棒两端不同大小的止口盘与台阶圆柱型结构铸件的台阶段进行靠近,而后使用塞尺检测间隙能完成对台阶圆柱型结构铸件进行同轴度检测,但是,由于止口盘在芯棒上不能移动,存在止口盘与台阶圆柱型结构铸件的台阶段检测间隙过大检测不精准的问题。因为检测间隙过大需要使用多个塞尺塞入,所以在多个塞尺塞入过大检测间隙进行重叠会影响检测精准度。
技术实现要素:
4.为解决上述技术问题,本实用新型提供了一种台阶圆柱型结构铸件的同轴度检测工装。
5.本实用新型通过以下技术方案得以实现。
6.本实用新型提供的一种台阶圆柱型结构铸件的同轴度检测工装,包括:
7.大圆柱检测体,大圆柱检测体侧边固定有在同轴度检测时与台阶圆柱型结构铸件的大圆柱台阶段紧贴接触的紧贴部;
8.可滑动安装在大圆柱检测体上的小圆柱检测体,小圆柱检测体上固定有小圆柱检测体在大圆柱检测体上可滑动至最大位置时进行限位的限位段。
9.所述紧贴部与大圆柱检测体侧边一体固定连接。
10.所述限位段与小圆柱检测体一体固定连接。
11.所述大圆柱检测体顶部设有横向通孔供小圆柱检测体滑动,限位段加上小圆柱检测体的宽度大于横向通孔宽度。
12.相对紧贴部的所述大圆柱检测体侧边为上小下大的锥形。
13.还包括控制小圆柱检测体锁紧在大圆柱检测体的横向通孔内的锁紧螺钉。
14.所述大圆柱检测体顶面设有竖向的螺纹通孔,螺纹通孔贯彻至横向通孔,螺纹通孔内旋合有锁紧螺钉。
15.本实用新型的有益效果在于:小圆柱检测体在大圆柱检测体上滑动至限位段进行限位的最大位置后停止,此时,小圆柱检测体与台阶圆柱型结构铸件的小圆柱台阶段有的较小间隙,使用一个塞尺塞入小圆柱检测体与台阶圆柱型结构铸件的小圆柱台阶段存在的较小间隙进行精准检测,解决了由于止口盘在芯棒上不能移动,存在止口盘与台阶圆柱型
结构铸件的台阶段检测间隙过大检测不精准的问题。
附图说明
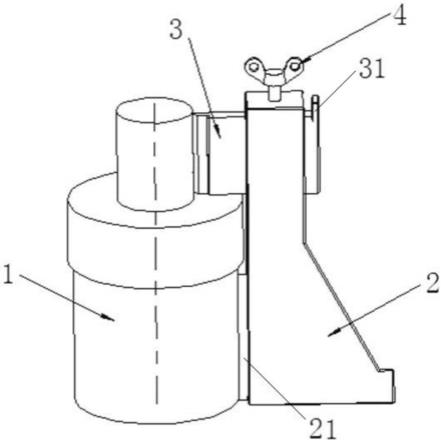
16.图1是本实用新型进行同轴度检测使用时的结构示意图;
17.图2是本实用新型大圆柱检测体的结构示意图;
18.图中:1-台阶圆柱型结构铸件;2-大圆柱检测体;21-紧贴部;3-小圆柱检测体;31-限位段;4-锁紧螺钉。
具体实施方式
19.下面进一步描述本实用新型的技术方案,但要求保护的范围并不局限于所述。
20.如图1至图2所示。
21.本申请的一种台阶圆柱型结构铸件的同轴度检测工装,包括:
22.将同轴度检测工装整体重心下拉至低并提供受力基础的大圆柱检测体2,大圆柱检测体2侧边一体固定连接有紧贴部21,紧贴部21在同轴度检测时与台阶圆柱型结构铸件1的大圆柱台阶段紧贴接触;
23.可滑动安装在大圆柱检测体2上的小圆柱检测体3,小圆柱检测体3上一体固定连接有限位段31,所述大圆柱检测体2顶部设有横向通孔供小圆柱检测体3滑动,限位段31加上小圆柱检测体3的宽度大于横向通孔宽度,限位段31对小圆柱检测体3在大圆柱检测体2上可滑动至最大位置时进行限位。
24.同轴度检测时的使用过程为:大圆柱检测体2的紧贴部21与台阶圆柱型结构铸件1的大圆柱台阶段接触紧贴,小圆柱检测体3对应台阶圆柱型结构铸件1的小圆柱台阶段,小圆柱检测体3在大圆柱检测体2上滑动至限位段31进行限位的最大位置后停止,此时,小圆柱检测体3与台阶圆柱型结构铸件1的小圆柱台阶段有的较小间隙,使用一个塞尺塞入小圆柱检测体3与台阶圆柱型结构铸件1的小圆柱台阶段存在的较小间隙进行精准检测,解决了由于止口盘在芯棒上不能移动,存在止口盘与台阶圆柱型结构铸件的台阶段检测间隙过大检测不精准的问题,而后将小圆柱检测体3远离台阶圆柱型结构铸件1滑动,再对台阶圆柱型结构铸件1外周八个部位进行相同检测,当每个部位的塞尺尺寸均判断为合格时,则判断该台阶圆柱型结构铸件1的同轴度合格。
25.相对紧贴部21的所述大圆柱检测体2侧边为上小下大的锥形,更能将整体的重心下拉便于操作进行检测。
26.所述大圆柱检测体2顶面设有竖向的螺纹通孔,螺纹通孔贯彻至横向通孔,螺纹通孔内旋合有锁紧螺钉4,锁紧螺钉4从大圆柱检测体2顶面的螺纹通孔向下旋合将小圆柱检测体3可控位置锁紧在大圆柱检测体2的横向通孔内。
技术特征:
1.一种台阶圆柱型结构铸件的同轴度检测工装,其特征在于,包括:大圆柱检测体(2),大圆柱检测体(2)侧边固定有在同轴度检测时与台阶圆柱型结构铸件(1)的大圆柱台阶段紧贴接触的紧贴部(21);可滑动安装在大圆柱检测体(2)上的小圆柱检测体(3),小圆柱检测体(3)上固定有小圆柱检测体(3)在大圆柱检测体(2)上可滑动至最大位置时进行限位的限位段(31)。2.如权利要求1所述的台阶圆柱型结构铸件的同轴度检测工装,其特征在于:所述紧贴部(21)与大圆柱检测体(2)侧边一体固定连接。3.如权利要求1所述的台阶圆柱型结构铸件的同轴度检测工装,其特征在于:所述限位段(31)与小圆柱检测体(3)一体固定连接。4.如权利要求1所述的台阶圆柱型结构铸件的同轴度检测工装,其特征在于:所述大圆柱检测体(2)顶部设有横向通孔供小圆柱检测体(3)滑动,限位段(31)加上小圆柱检测体(3)的宽度大于横向通孔宽度。5.如权利要求1所述的台阶圆柱型结构铸件的同轴度检测工装,其特征在于:相对紧贴部(21)的所述大圆柱检测体(2)侧边为上小下大的锥形。6.如权利要求1所述的台阶圆柱型结构铸件的同轴度检测工装,其特征在于:还包括控制小圆柱检测体(3)锁紧在大圆柱检测体(2)的横向通孔内的锁紧螺钉(4)。7.如权利要求6所述的台阶圆柱型结构铸件的同轴度检测工装,其特征在于:所述大圆柱检测体(2)顶面设有竖向的螺纹通孔,螺纹通孔贯彻至横向通孔,螺纹通孔内旋合有锁紧螺钉(4)。
技术总结
本实用新型公开了一种台阶圆柱型结构铸件的同轴度检测工装,包括:大圆柱检测体侧边固定有在同轴度检测时与台阶圆柱型结构铸件的大圆柱台阶段紧贴接触的紧贴部;可滑动安装在大圆柱检测体上的小圆柱检测体,小圆柱检测体上固定有小圆柱检测体在大圆柱检测体上可滑动至最大位置时进行限位的限位段。小圆柱检测体在大圆柱检测体上滑动至限位段进行限位的最大位置后停止,小圆柱检测体与台阶圆柱型结构铸件的小圆柱台阶段有的较小间隙,使用一个塞尺塞入小圆柱检测体与台阶圆柱型结构铸件的小圆柱台阶段存在的较小间隙进行精准检测,解决了由于止口盘在芯棒上不能移动,存在止口盘与台阶圆柱型结构铸件的台阶段检测间隙过大检测不精准的问题。隙过大检测不精准的问题。隙过大检测不精准的问题。
技术研发人员:杨肇炜
受保护的技术使用者:贵州安吉航空精密铸造有限责任公司
技术研发日:2022.07.29
技术公布日:2022/11/4
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1