一种球形封头的形状测量系统的制作方法
本技术涉及激光测量,特别涉及一种球形封头的形状测量系统。
背景技术:
1、目前,在船舶生产制造过程中,球形封头的安装、焊接均面临着线型控制难度大,焊接过程变形监控困难的问题。
2、相关技术中,以往大型球体封头的线型数据通常采用样板、尺规和全站仪的方式进行测量。样板和尺规测量具有操作简单,成本低的优点,但是测量精度差,需要较多人力资源,并且测量结果无法反映部件整体线型情况,焊接过程的变形无法监控。全站仪测量方法可整体反映部件的主尺度和定位安装情况,也可反映焊接过程壳板部分点位变形的情况,但测量过程需要花费较长时间,并且封头表面的测量点无法准确在理论模型定位,以至于数据的处理困难。
3、因此,有必要设计一种新的球形封头的形状测量系统,以克服上述至少其中一个问题。
技术实现思路
1、本实用新型实施例提供一种球形封头的形状测量系统,以解决相关技术中测量精度差,需要较多人力资源,并且测量结果无法反映部件整体线型情况,焊接过程的变形无法监控以及数据处理困难的问题。
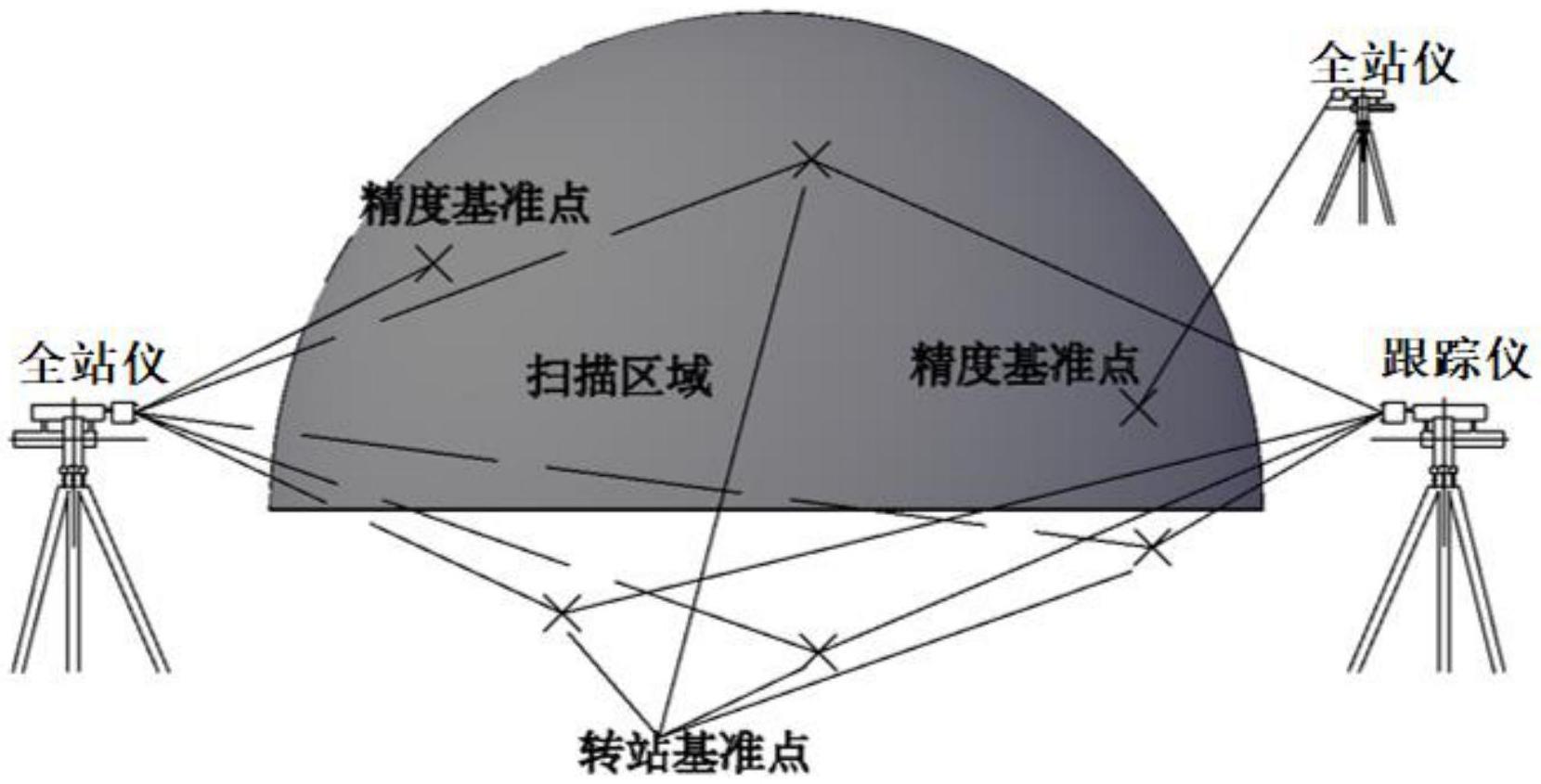
2、第一方面,提供了一种球形封头的形状测量系统,其包括:跟踪仪,所述跟踪仪用于采集球形封头的坐标点云数据;全站仪,所述全站仪用于采集球形封头的精度基准点的坐标数据;控制分析系统,所述控制分析系统与所述跟踪仪信号连接,且所述控制分析系统与所述全站仪信号连接;所述控制分析系统用于将所述坐标点云数据与所述精度基准点的坐标数据统一在同一坐标系中,得到新的坐标点云数据,并与设计基准点对比分析获得球形封头的法向偏差。
3、一些实施例中,所述控制分析系统包括:polyworks平台,所述polyworks平台与所述跟踪仪信号连接,所述polyworks平台用于向所述跟踪仪传达控制命令;以及精度控制系统,所述精度控制系统与所述polyworks平台信号连接,且所述精度控制系统与所述全站仪信号连接,所述精度控制系统用于将所述坐标点云数据与所述精度基准点的坐标数据统一在同一坐标系中,得到新的坐标点云数据。
4、一些实施例中,所述polyworks平台还用于将新的坐标点云数据中的精度基准点与设计基准点对比分析,获得球形封头的法向偏差。
5、一些实施例中,所述polyworks平台还用于控制所述跟踪仪采集转站基准点的坐标数据;所述精度控制系统还用于控制所述全站仪采集转站基准点的坐标数据,并以所述全站仪和所述跟踪仪分别采集的转站基准点的坐标数据为联系,将所述坐标点云数据与所述精度基准点的坐标数据统一在同一坐标系中。
6、一些实施例中,所述精度控制系统用于将所述全站仪或者所述跟踪仪采集的转站基准点通过移动或者旋转的方式,使所述全站仪采集的转站基准点与所述跟踪仪采集的转站基准点重合,实现所述坐标点云数据与所述精度基准点的坐标数据统一在同一坐标系中。
7、一些实施例中,所述polyworks平台还用于控制所述跟踪仪的扫描区域。
8、一些实施例中,所述polyworks平台还用于去除所述跟踪仪采集的坐标点云数据的杂点,并拟合球心坐标,输出点云数据至所述精度控制系统。
9、一些实施例中,所述控制分析系统还用于去除所述跟踪仪采集的坐标点云数据的杂点,并拟合球心坐标。
10、一些实施例中,所述全站仪和所述跟踪仪还均用于采集转站基准点的坐标数据;所述控制分析系统还用于以所述全站仪和所述跟踪仪分别采集的转站基准点的坐标数据为联系,将所述坐标点云数据与所述精度基准点的坐标数据统一在同一坐标系中。
11、一些实施例中,所述转站基准点的数量为3-6个。
12、本实用新型提供的技术方案带来的有益效果包括:
13、本实用新型实施例提供了一种球形封头的形状测量系统,由于采用跟踪仪配合全站仪采集球形封头的表面数据,既可实现对球形封头外部形状的测量控制,又能直接确定精度基准点的坐标,实现对球形封头的精准测量,且能够反映部件的整体线型情况,不需要人为手动去测量,减少人力资源的使用;配合控制分析系统能够实现对跟踪仪的自动控制,对全站仪采集数据的自动整合,并且与设计基准点对比分析能够获得球形封头安装的法向偏差;因此,球形封头的焊接过程的变形可监控,数据处理相对较易。
技术特征:
1.一种球形封头的形状测量系统,其特征在于,其包括:
2.如权利要求1所述的球形封头的形状测量系统,其特征在于:
3.如权利要求1所述的球形封头的形状测量系统,其特征在于:所述polyworks平台还用于控制所述激光跟踪仪的扫描区域。
4.如权利要求1所述的球形封头的形状测量系统,其特征在于:
5.如权利要求1所述的球形封头的形状测量系统,其特征在于:
技术总结
本技术涉及一种球形封头的形状测量系统,其包括:跟踪仪,所述跟踪仪用于采集球形封头的坐标点云数据;全站仪,所述全站仪用于采集球形封头的精度基准点的坐标数据;控制分析系统,所述控制分析系统与所述跟踪仪信号连接,且所述控制分析系统与所述全站仪信号连接;所述控制分析系统用于将所述坐标点云数据与所述精度基准点的坐标数据统一在同一坐标系中,得到新的坐标点云数据,并与设计基准点对比分析获得球形封头的法向偏差。本技术既可实现对球形封头外部形状的测量控制,又能直接确定精度基准点的坐标,实现对球形封头的精准测量,且能够反映部件的整体线型情况,不需要人为手动去测量,减少人力资源的使用,且数据处理相对较易。
技术研发人员:黄秋实,李登峰,喻智峰,吴佳,侯霞
受保护的技术使用者:武昌船舶重工集团有限公司
技术研发日:20221025
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!