平面度检测装置的制作方法
本技术涉及机械检测,特别涉及平面度检测装置。
背景技术:
1、汽车油箱零部件为保证其密封性,在进行油箱零件的设计时都会有皮昂面度要求,在零件生产过程中需要对零件进行平面度检测,以保证其可以符合满足要求,现有汽车油箱零部件一般通过在检验人员放置在平台上逐一进行检验,出货时需要检验员全程参与,检验效率低,无法满足出货需求。
2、因此需要提供平面度检测装置来解决上述技术问题。
技术实现思路
1、本实用新型的目的在于解决现有汽车油箱零部件一般通过在检验人员放置在平台上逐一进行检验,出货时需要检验员全程参与,检验效率低,无法满足出货需求这一技术问题,提供平面度检测装置来解决上述技术问题。
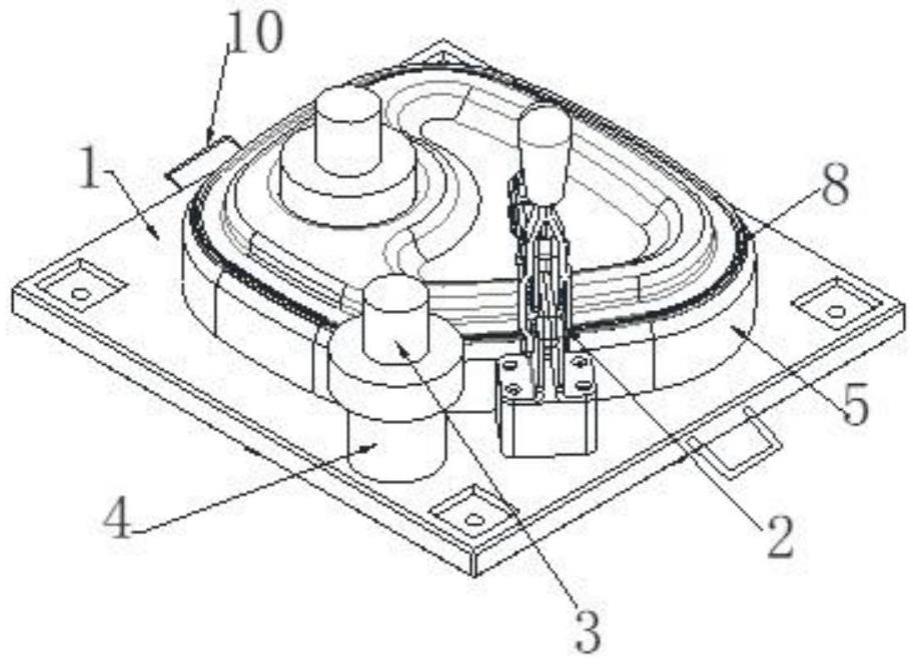
2、为实现前述实用新型目的,本实用新型采用的技术方案:平面度检测装置,其特征在于:包括底座、固定机构、定位紧定销、定位紧定销放置座、检验平台、塞尺、弹簧绳及工件,所述检验平台设置在底座的中间,所述固定机构设置在检验平台的一侧,所述定位紧定销放置座设置在底座上且位于底座的一侧直角框内,所述定位紧定销放置座的中间设有轴孔,所述定位紧定销由拿柄部、插接部及定位部组成,所述插接部位于定位部的下方,拿柄部位于定位部的上方,所述检验平台由不规则凹槽部、圆形凹槽部及环型部组成,所述环型部设置在检验平台的边缘并将不规则凹槽部及圆形凹槽部包围,所述圆形凹槽部中间设有通孔,所述通孔与定位部相匹配,所述塞尺通过弹簧绳组装在底座上,所述固定机构由固定夹及固定支撑座组成,所述固定支撑座固定在底座上,所述固定夹固定在固定支撑座的顶部,所述工件放置在检验平台上。
3、进一步的,所述定位紧定销为一体结构。
4、进一步的,所述固定夹由两个支架、压柄、两个连接板、压杆及压头组成,两个支架分别固定在固定支撑座的两端形成u形槽结构,所述压杆的一端插接在u形槽内并通过圆销与两个支架活动连接,另一端组装压头,所述压柄的底部通过圆销与两个支架活动连接,中上部通过圆销及两个连接板与压杆活动连接。
5、进一步的,所述底座的底部设有4个橡胶垫。
6、进一步的,所述底座的两端设有把手。
7、进一步的,所述检验平台与工件的形状相同。
8、与现有技术相比,本实用新型的优点包括:通过设置与工件外形相同的检验平台对工件进行外观确认,设置固定夹及定位紧定销进行定位夹紧,将定位紧定销的插接部插入圆形凹槽部中间设有通孔,一方面对工件进行进一步固定夹紧,另一方面可以通过定位紧定销进行工件孔位置度的检测,如果定位紧定销的插接部可以插入圆形凹槽部,则表示工件的孔位置度合格,反之则表示不合格,将工件固定完成,利用塞尺检测工件与检验平台的之间的间隙,塞尺无法塞入则表示工件平面度满足要求,否则视为不合格,本检测装置操作简单,作业员及检验员均可进行操作,节约检测时间,也可用于全检出货,节约人力物力,满足出货要求。
技术特征:
1.平面度检测装置,其特征在于:包括底座、固定机构、定位紧定销、定位紧定销放置座、检验平台、塞尺、弹簧绳及工件,所述检验平台设置在底座的中间,所述固定机构设置在检验平台的一侧,所述定位紧定销放置座设置在底座上且位于底座的一侧直角框内,所述定位紧定销放置座的中间设有轴孔,所述定位紧定销由拿柄部、插接部及定位部组成,所述插接部位于定位部的下方,拿柄部位于定位部的上方,所述检验平台由不规则凹槽部、圆形凹槽部及环型部组成,所述环型部设置在检验平台的边缘并将不规则凹槽部及圆形凹槽部包围,所述圆形凹槽部中间设有通孔,所述通孔与定位部相匹配,所述塞尺通过弹簧绳组装在底座上,所述固定机构由固定夹及固定支撑座组成,所述固定支撑座固定在底座上,所述固定夹固定在固定支撑座的顶部,所述工件放置在检验平台上。
2.根据权利要求1所述的平面度检测装置,其特征在于:所述定位紧定销为一体结构。
3.根据权利要求1所述的平面度检测装置,其特征在于:所述固定夹由两个支架、压柄、两个连接板、压杆及压头组成,两个支架分别固定在固定支撑座的两端形成u形槽结构,所述压杆的一端插接在u形槽内并通过圆销与两个支架活动连接,另一端组装压头,所述压柄的底部通过圆销与两个支架活动连接,中上部通过圆销及两个连接板与压杆活动连接。
4.根据权利要求1所述的平面度检测装置,其特征在于:所述底座的底部设有4个橡胶垫。
5.根据权利要求1所述的平面度检测装置,其特征在于:所述底座的两端设有把手。
6.根据权利要求1所述的平面度检测装置,其特征在于:所述检验平台与工件的形状相同。
技术总结
本技术公开了平面度检测装置,包括底座、固定机构、定位紧定销、定位紧定销放置座、检验平台、塞尺、弹簧绳及工件,通过设置与工件外形相同的检验平台对工件进行外观确认,设置固定夹及定位紧定销进行定位夹紧,将定位紧定销的插接部插入圆形凹槽部中间设有通孔,一方面对工件进行进一步固定夹紧,另一方面可以通过定位紧定销进行工件孔位置度的检测,如果定位紧定销的插接部可以插入圆形凹槽部,则表示工件的孔位置度合格,反之则表示不合格,将工件固定完成,利用塞尺检测工件与检验平台的之间的间隙,塞尺无法塞入则表示工件平面度满足要求,否则视为不合格,本检测装置操作简单,作业员及检验员均可进行操作,节约检测时间。
技术研发人员:王兴雷,陈玉龙
受保护的技术使用者:苏州崇道精密机械有限公司
技术研发日:20221031
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!