内锥孔测量工具的制作方法
1.本实用新型为一种测量工具,具体为一种内锥孔测量工具。
背景技术:
2.对于具有内锥孔的零件,在内锥孔内的指定位置到锥底的距离是一个评价零件是否合格的参数。如图1所示,具有内锥孔的零件,需要测量出内锥孔的孔径φd所处位置到达锥底的距离l。
3.现有的测量检具,是用和内锥孔理论角度相同的外锥标准件间接测量,这样测量的角度误差会一定程度影响测量结果。并且现有测量检具效率低,数值读取不方便。
技术实现要素:
4.有鉴于此,本实用新型提供一种内锥孔测量工具,能够准确、直观的获得内锥孔指定位置到锥底的距离。
5.本实用新型所采用的技术方案是:一种内锥孔测量工具,其特征在于:包括数显千分尺、手柄和测量轴;所述手柄设有内孔,内孔处于手柄的轴线上,开口位于手柄的前端,内孔的孔径大于待测零件内锥孔的锥底直径;所述手柄的前端面处于一个平面;所述数显千分尺的测头从手柄的后端穿入,数显千分尺与手柄固定连接;所述测量轴包括两段,分别为限位轴和定位轴;限位轴的轴身与内孔间隙配合,可在内孔中滑动;定位轴的轴径与内锥孔待测位置的孔径一致,定位轴的长度大于内锥孔待测位置到锥底的距离;限位轴的轴身上开设有一条与轴线平行的限位槽,限位槽的长度小于限位轴的长度,手柄上设有限位螺钉,限位螺钉伸入限位槽内;所述数显千分尺的测头与限位轴的端面中心点相抵。
6.进一步,所述手柄内设有测力弹簧,测力弹簧套装在数显千分尺的测头上,测力弹簧的一端与限位轴的端面相抵,另一端与内孔的孔底相抵。
7.进一步,所述限位轴的端面设有一圈凸台,所述测力弹簧的一端套装在凸台上,并与限位轴的端面相抵。
8.进一步,所述限位轴端移动范围可以选为
±
3mm。
9.本实用新型的有益效果是:由于测量轴伸入内锥孔的端部直径与内锥孔的待测直径一致,在手柄的辅助下,测量轴能够准确的到达零件内锥孔的待测位置,通过与测量轴相抵的数显千分尺,能够准确、高效且直观的获得测量数值。
附图说明
10.图1是具有内锥孔的零件示意图。
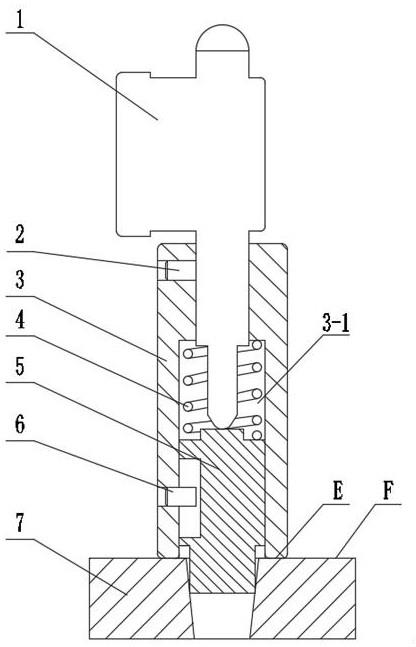
11.图2是本实用新型的结构示意图。
12.图3是测量轴的结构示意图。
13.图4是标准件的结构示意图。
14.图中:1、数显千分尺,2、顶紧螺栓,3、手柄,3-1、内孔,4、测力弹簧,5、测量轴,5-1、
限位轴,5-2、限位槽,5-3、定位轴,5-4、凸台,6、限位螺钉,7、标准件,8、具有内锥孔的零件,e、手柄的前端面,f、校准面。
具体实施方式
15.为了使本领域的技术人员更好地理解本实用新型的技术方案,下面结合附图和具体实施例对本实用新型作进一步的详细说明。
16.如图2所示,一种内锥孔测量工具,包括数显千分尺1、手柄3、测力弹簧4以及测量轴5。
17.手柄3的内部设有内孔3-1,内孔3-1位于轴线位置,内孔3-1的孔口开设在手柄3前端,内孔3-1的孔径大于待测零件内锥孔的锥底直径。手柄的前端面e为一个平面。数显千分尺1的测头从手柄3的后端垂直伸入内孔3-1中,数显千分尺1与手柄3通过顶紧螺栓2固定。测量轴5的后端位于手柄3的内孔3-1中,前端则伸出手柄3的前端。数显千分尺1的测头与测量轴5后端的中心点相抵。
18.如图3所示,测量轴5为一根台阶轴包括两段直径不同的轴身,分别是限位轴5-1和定位轴5-3。限位轴5-1用于测量轴5在手柄3内滑动和限位,定位轴5-3用于测量轴5在内锥孔内的定位。限位轴5-1位于手柄3的内孔3-1内,定位轴5-3伸出手柄3的前端。限位轴5-1的轴径与手柄3内孔3-1的孔径适配,形成间隙配合,可在手柄3内滑动。定位轴5-3的轴径小于内孔3-1的孔径。定位轴5-3的轴径与内锥孔待测位置的孔径φd一致。定位轴5-3的长度大于内锥孔待测位置到锥底的距离l。
19.为了避免测量轴5从手柄3内脱出,在限位轴5-1的轴身上开设有一条限位槽5-2,限位槽5-2与测量轴5的轴线平行,限位槽5-2的长度小于限位轴5-1的长度。手柄3在限位槽5-2的对应位置设有一根限位螺钉6。限位螺钉6与手柄3的下端留有距离。限位螺钉6伸入限位槽5-2内。限位链螺钉限制了限位轴5-1在内孔3-1中移动的极限位置。限位轴5-1端移动范围可以选为
±
3mm。
20.为了避免测量时,由人为因素带来的测量力大小的变化,手柄3内增设一个测力弹簧4。测力弹簧4套装在伸入内孔3-1的测量数显千分尺1的测头上,测力弹簧4的一端与测量轴5的后端相抵,另一端与内孔3-1的孔底相抵。在测量过程中,测力弹簧4始终为测量轴5提供一个向外的测量力,以此保证测量力的大小不变,进而减少人因素带来的误差。为了定位测力弹簧4与测量轴5相抵的位置,在测量轴5的后端,也就是限位轴5-1的端面设有一圈凸台5-4,测力弹簧4的一端套装在凸台5-4上,并与限位轴5-1的端面相抵。
21.本实用新型的使用方式如下:
22.测量零件的内锥孔之前,需要先通过标准件7对本实用新型进行校准。标准件7如图4所示,包括一个标准的内锥孔,内锥孔的锥底处于标准件7的校准面f上。
23.将标准件7水平放置在工作桌面,校准面f向上。将测量轴5的端部伸入锥底至待测孔径为φd的位置,同时将手柄的前端面e与标准件7的校准面f贴合。转动手柄3,在数显千分尺1示数没有变化时,将数显千分尺1示数预设为标准件7长度l1。本实用新型校准完成。
24.在测量具有内锥孔的零件8时,只需要将被测零件内锥孔的锥底朝上放置在桌面上,将测量轴5的前端放入内锥孔。保证手柄的前端面e和内锥孔所处的面贴合,此时数显千分尺1示数即为待测零件内锥孔φd处与锥底的距离l,完成测量。
25.比较l和l1的数值,即可知道零件的内锥孔是否符合要求。
技术特征:
1.一种内锥孔测量工具,其特征在于:包括数显千分尺、手柄和测量轴;所述手柄设有内孔,内孔处于手柄的轴线上,开口位于手柄的前端,内孔的孔径大于待测零件内锥孔的锥底直径;所述手柄的前端面处于一个平面;所述数显千分尺的测头从手柄的后端穿入,数显千分尺与手柄固定连接;所述测量轴包括两段,分别为限位轴和定位轴;限位轴的轴身与内孔间隙配合,可在内孔中滑动;定位轴的轴径与内锥孔待测位置的孔径一致,定位轴的长度大于内锥孔待测位置到锥底的距离;限位轴的轴身上开设有一条与轴线平行的限位槽,限位槽的长度小于限位轴的长度,手柄上设有限位螺钉,限位螺钉伸入限位槽内;所述数显千分尺的测头与限位轴的端面中心点相抵。2.如权利要求1所述的一种内锥孔测量工具,所述手柄内设有测力弹簧,测力弹簧套装在数显千分尺的测头上,测力弹簧的一端与限位轴的端面相抵,另一端与内孔的孔底相抵。3.如权利要求2所述的一种内锥孔测量工具,所述限位轴的端面设有一圈凸台,所述测力弹簧的一端套装在凸台上,并与限位轴的端面相抵。4.如权利要求1所述的一种内锥孔测量工具,所述限位轴端移动范围可以选为
±
3mm。
技术总结
一种内锥孔测量工具,包括数显千分尺、手柄和测量轴;手柄设有内孔,开口位于手柄的前端,内孔的孔径大于内锥孔的锥底直径;手柄前端面处于一个平面;数显千分尺的测头从手柄的后端穿入;测量轴包括限位轴和定位轴;限位轴与内孔间隙配合可在内孔中滑动;定位轴的轴径与内锥孔待测位置的孔径一致,定位轴的长度大于内锥孔待测位置到锥底的距离;限位轴的轴身上开设有限位槽,长度小于限位轴的长度,手柄上设有伸入限位槽的限位螺钉;数显千分尺的测头与限位轴相抵。在测量轴的定位以及手柄的辅助下,测量轴能够准确的到达零件内锥孔的待测位置,通过与数显千分尺,能够准确、高效且直观的获得测量数值。的获得测量数值。的获得测量数值。
技术研发人员:段磊磊 张倩 梁永峰
受保护的技术使用者:陕西长空齿轮有限责任公司
技术研发日:2022.11.01
技术公布日:2023/2/20
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1