一种车架焊接后检测装置的制作方法
本技术涉及车架焊接检测,具体为一种车架焊接后检测装置。
背景技术:
1、目前电瓶车底盘车架变形检测多是人工肉眼观察,或者通过拉线、卷尺、角尺等检测车架焊接变形位置和焊接变形量,检测误差受到主观影响而造成精度不高,且增大作业人员的工作量大,少有的采用三坐标测量臂检测电瓶车机械底盘车架焊接变形,测量结果不直观,成本高,工作效率不高。
技术实现思路
1、对现有技术的不足,本实用新型提供了一种车架焊接后检测装置,解决了目前采用人工拉尺测量时受到主观影响而造成精度不高,且增大作业人员的工作量大,工作效率不高,而利用三角坐标测量臂时不能批量使用的问题。本实用新型利用机械对焊接车架进行检测,增强了精度并提高了工作效率。
2、为实现上述目的,本实用新型提供如下技术方案:一种车架焊接后检测装置,包括车架以及安装于车架上的车轮,所述车架下端放置有用于车架焊接检测的滑架,滑架上安装有两个前后对称的用于支撑滑架的支撑臂件一与支撑臂件二;
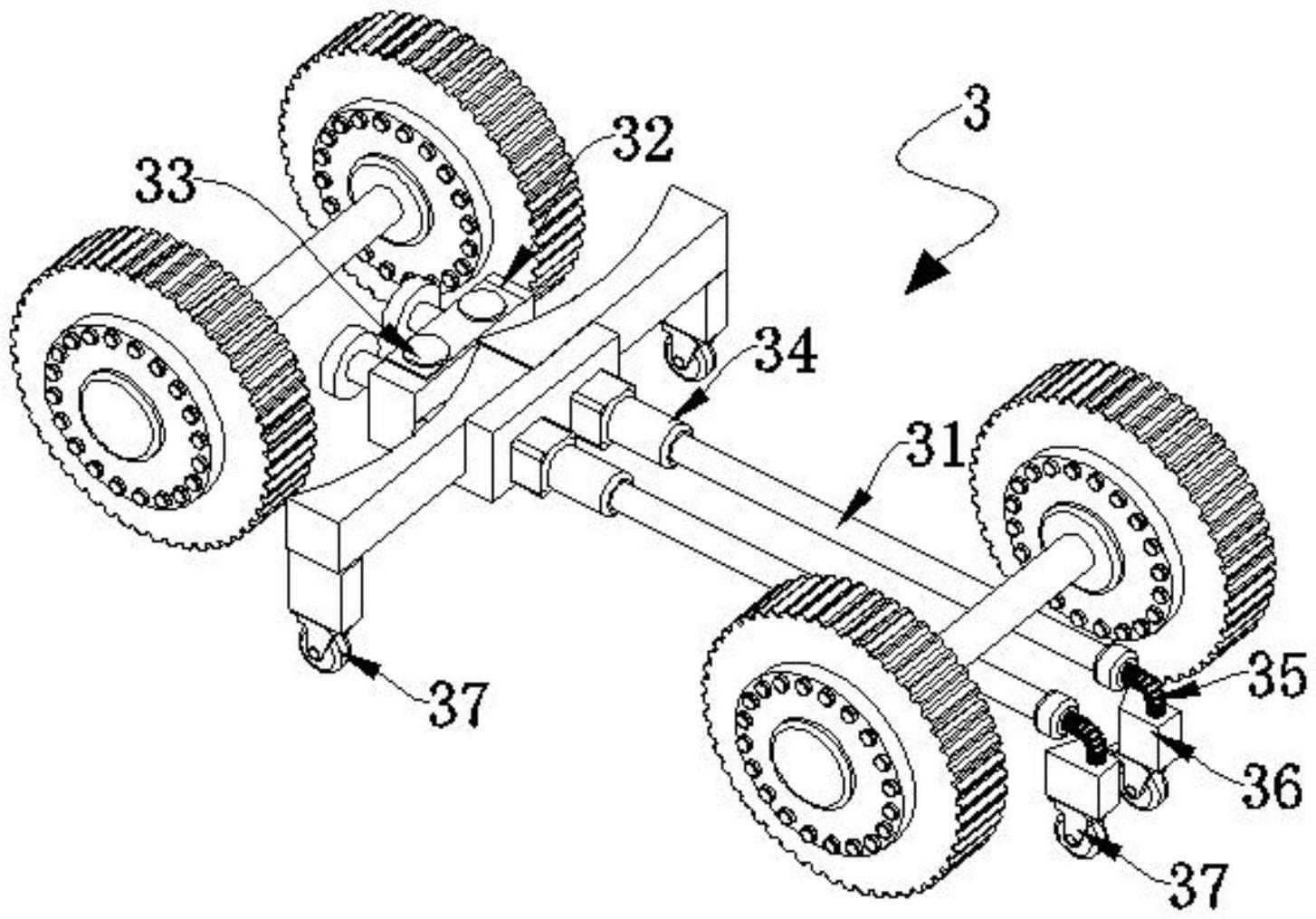
3、所述滑架包括有双枢轴杆以及套接安装于双枢轴杆上的检测台,检测台上安装有检测相机,检测台内嵌安装有与双枢轴杆螺接的内套,双枢轴杆远离检测台的一端连接有折弯杆,折弯杆下端安装有安装座,安装座上连接有制动轮。
4、优选的,所述支撑臂件一包括有安装于滑架上的杆臂一,杆臂一下端与安装座相连接,安装座下端与制动轮相接,杆臂一上开设有弧形槽,弧形槽的弧度适配于车轮弧度。
5、优选的,所述支撑臂件二包括有安装于滑架上的杆臂二,杆臂一的尺寸大于杆臂二,杆臂一与杆臂二之间连接有中轴,中轴上前后对称的开设有两端异向的螺纹槽,杆臂一与杆臂二均与中轴螺接。
6、优选的,所述杆臂一与杆臂二的相对侧端均开设有内腔,中轴延伸于杆臂一内的端头上同轴连接有减速电机,减速电机安装于杆臂一内。
7、优选的,所述检测台上前后对称的开设有两段宽度不一的内槽,与杆臂一相接的内槽宽度等值于杆臂一的宽度,与杆臂二相接的内槽宽度等值于杆臂二宽度,两段内槽贯通。
8、优选的,所述双枢轴杆的轴间距小于两个前后车轮间距,安装于杆臂一与杆臂二上的制动轮与车轮的水平距离小于中轴长度的1/2。
9、与现有技术相比,本实用新型提供了一种车架焊接后检测装置,具备以下有益效果:
10、1、本实用新型通过在车架下端滑动设置滑架,以此将检测相机搭载于滑架包括有的检测台上,以此通过检测相机对焊点进行分析,同时在检测台上开设有内槽,用于支撑臂一与支撑臂二的回缩,进而便于从车架下端穿进穿出,增加在检测完一台后转移至另一台的效率。
11、2、本实用新型在支撑臂一与支撑臂二中包括有的杆臂一与杆臂二上均开设有适配于车轮弧度的弧形槽,以在杆臂一与杆臂二脱离回缩状态后,提高滑架在向左运动而遇到车轮时的适应状态,提高滑架在车架下端检测时的全覆盖性。
技术特征:
1.一种车架焊接后检测装置,包括车架(1)以及安装于车架(1)上的车轮(2),其特征在于:所述车架(1)下端放置有用于车架(1)焊接检测的滑架(3),滑架(3)上安装有两个前后对称的用于支撑滑架(3)的支撑臂件一(4)与支撑臂件二(5);
2.根据权利要求1所述的一种车架焊接后检测装置,其特征在于:所述支撑臂件一(4)包括有安装于滑架(3)上的杆臂一(41),杆臂一(41)下端与安装座(36)相连接,安装座(36)下端与制动轮(37)相接,杆臂一(41)上开设有弧形槽(42),弧形槽(42)的弧度适配于车轮(2)弧度。
3.根据权利要求1所述的一种车架焊接后检测装置,其特征在于:所述支撑臂件二(5)包括有安装于滑架(3)上的杆臂二(51),杆臂一(41)的尺寸大于杆臂二(51),杆臂一(41)与杆臂二(51)之间连接有中轴(52),中轴(52)上前后对称的开设有两端异向的螺纹槽,杆臂一(41)与杆臂二(51)均与中轴(52)螺接。
4.根据权利要求3所述的一种车架焊接后检测装置,其特征在于:所述杆臂一(41)与杆臂二(51)的相对侧端均开设有内腔,中轴(52)延伸于杆臂一(41)内的端头上同轴连接有减速电机,减速电机安装于杆臂一(41)内。
5.根据权利要求2所述的一种车架焊接后检测装置,其特征在于:所述检测台(32)上前后对称的开设有两段宽度不一的内槽,与杆臂一(41)相接的内槽宽度等值于杆臂一(41)的宽度,与杆臂二(51)相接的内槽宽度等值于杆臂二(51)宽度,两段内槽贯通。
6.根据权利要求1所述的一种车架焊接后检测装置,其特征在于:所述双枢轴杆(31)的轴间距小于两个前后车轮(2)间距,安装于杆臂一(41)与杆臂二(51)上的制动轮(37)与车轮(2)的水平距离小于中轴(52)长度的1/2。
技术总结
本技术涉及车架焊接检测技术领域,解决了目前采用人工拉尺测量时受到主观影响而造成精度不高,增大作业人员的工作量大,工作效率不高,而利用三角坐标测量臂时不能批量使用的问题。具体为一种车架焊接后检测装置,包括车架以及安装于车架上的车轮,所述车架下端放置有用于车架焊接检测的滑架,滑架上安装有两个前后对称的用于支撑滑架的支撑臂件一与支撑臂件二,滑架包括有双枢轴杆以及套接安装于双枢轴杆上的检测台,检测台上安装有检测相机,检测台内嵌安装有与双枢轴杆螺接的内套,双枢轴杆远离检测台的一端连接有折弯杆,折弯杆下端安装有安装座。本技术利用机械对焊接车架进行检测,增强了精度并提高了工作效率。
技术研发人员:陈军,李丰
受保护的技术使用者:金寨九头鹰车业有限公司
技术研发日:20221130
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!