一种可测量气密性泄漏量的测试工装的制作方法
本技术涉及工装与定位机构领域,具体为一种电芯极耳切割通用装夹与定位机构。
背景技术:
1、在汽车制造中,车身上设置有众多的注塑铜排。为验证注塑铜排的注塑件与铜排的连接处气密性能是否良好,传统的方式是采用将注塑铜排放置在水中,通过对注塑铜排进行加气的方式观察注塑铜排是否漏气,但是,这种测试方式测试时,产品本身注塑粒子会有水分影响,造成功能减弱。另外也无法显示产品的实际泄漏值。还有一些测试方式是利用在铜排外侧涂抹肥皂泡沫来观察产品是否漏气,但是,这种方式也不能够检测到实际的漏气。
2、例如公开号为cn113358295a的中国专利,公开了一种车门漏气量测量方法及装置,包括密封膜、第一密封条、第二密封条、排气孔。所述密封膜边缘与所述第一密封条密封粘附,对车门进行密闭,所述密封膜上设置有所述排气孔,所述排气孔用可防止所述密封膜在车门开关瞬间的破裂,所述第二密封条设置于所述密封膜边缘与所述第一密封条压接,进而使所述密封膜的密封效果更佳。通过向检测粘附有所述密封膜和去除所述密封膜的同一车内充入加压气体静置后,对检测所得的数据进行比较可判定所述车门是否漏气以及漏气量多少,便于对各车门漏气量的检测。
3、上述装置虽然能够对车门的气密性进行检测,但是类似的结构设计无法应用到注塑铜排上。
4、鉴于此,有必要提供一种可测量气密性泄漏量的测试工装。
技术实现思路
1、本实用新型提供的一种可测量气密性泄漏量的测试工装,有效的解决了现有注塑铜排气密测试效果不佳、不能测出漏气量的问题。
2、本实用新型所采用的技术方案是:一种可测量气密性泄漏量的测试工装,包括底座以及设置在底座上的支架,其特征在于:还包括位于支架下方的一号板、设置在一号板上的二号板,所述一号板上设置有环形槽以及凹槽,所述凹槽位于环形槽的内侧,所述环形槽内设置有一号密封圈,所述一号密封圈凸出一号板上端面,所述二号板上竖向设置有若干贯通孔,所述二号板上还横向设置有通气孔,所述通气孔至少与一个贯通孔导通,若干所述贯通孔均与凹槽导通,所述二号板上端设置有若干一号限位柱,所述支架上设置有输出端向下的气缸,所述气缸的输出端上设置有三号板,所述三号板下端面设置有与一号限位柱一一对应的按压柱。
3、进一步的是:所述一号密封圈凸出底板上端面0.10mm-0.15mm。
4、进一步的是:所述贯通孔上端外沿设置有圆弧倒角,所述二号板包括一体成型的厚板以及设置在厚板上的凸起部,所述通气孔设置在厚板上,所述贯通孔上端与凸起部上端面导通。
5、进一步的是:所述一号板四角设置有螺纹孔。
6、进一步的是;所述通气孔与一个贯通孔导通,相邻的贯通孔之间不导通。
7、实用新型的有益效果:对产品的漏气测试更加的方便,能够准确的测试注塑铜排的压降,进而准确的测试出产品的气密性能。
技术特征:
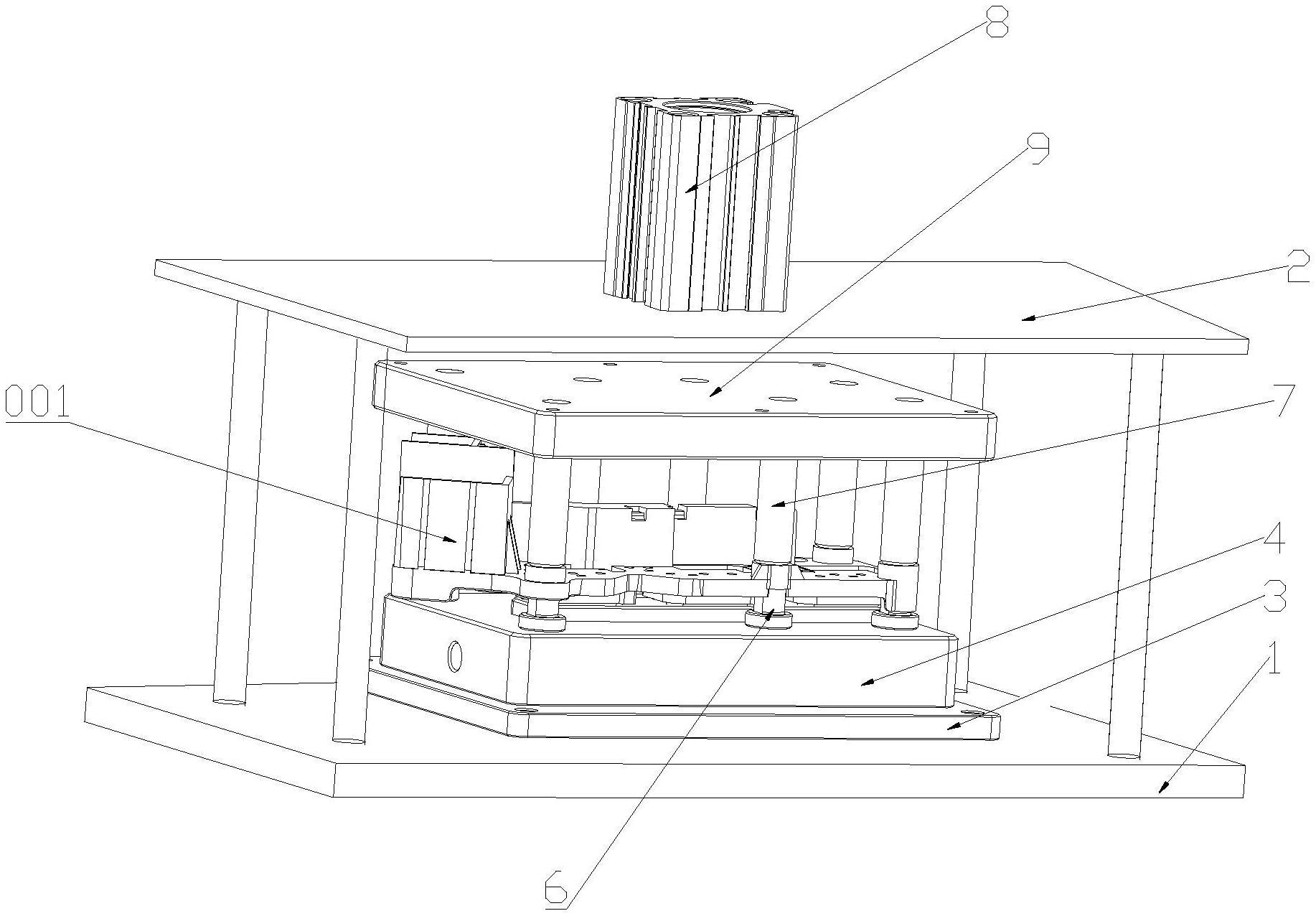
1.一种可测量气密性泄漏量的测试工装,包括底座(1)以及设置在底座(1)上的支架(2),其特征在于:还包括位于支架(2)下方的一号板(3)、设置在一号板(3)上的二号板(4),所述一号板(3)上设置有环形槽(301)以及凹槽(302),所述凹槽(302)位于环形槽(301)的内侧,所述环形槽(301)内设置有一号密封圈(5),所述一号密封圈(5)凸出一号板(3)上端面,所述二号板(4)上竖向设置有若干贯通孔(401),所述二号板(4)上还横向设置有通气孔(402),所述通气孔(402)至少与一个贯通孔(401)导通,若干所述贯通孔(401)均与凹槽(302)导通,所述二号板(4)上端设置有若干一号限位柱(6),所述支架(2)上设置有输出端向下的气缸(8),所述气缸(8)的输出端上设置有三号板(9),所述三号板(9)下端面设置有与一号限位柱(6)一一对应的按压柱(7)。
2.根据权利要求1所述的可测量气密性泄漏量的测试工装,其特征在于:所述一号密封圈(5)凸出底板上端面0.10mm-0.15mm。
3.根据权利要求1所述的可测量气密性泄漏量的测试工装,其特征在于:所述贯通孔(401)上端外沿设置有圆弧倒角(4011),所述二号板(4)包括一体成型的厚板(41)以及设置在厚板(41)上的凸起部(42),所述通气孔(402)设置在厚板(41)上,所述贯通孔(401)上端与凸起部(42)上端面导通。
4.根据权利要求1所述的可测量气密性泄漏量的测试工装,其特征在于:所述一号板(3)四角设置有螺纹孔(31)。
5.根据权利要求1所述的可测量气密性泄漏量的测试工装,其特征在于:所述通气孔(402)与一个贯通孔(401)导通,相邻的贯通孔(401)之间不导通。
技术总结
本技术公开了一种可测量气密性泄漏量的测试工装,包括底座以及设置在底座上的支架,还包括位于支架下方的一号板、设置在一号板上的二号板,一号板上设置有环形槽以及凹槽,凹槽位于环形槽的内侧,环形槽内设置有一号密封圈,一号密封圈凸出一号板上端面,二号板上竖向设置有若干贯通孔,二号板上还横向设置有通气孔,通气孔至少与一个贯通孔导通,若干贯通孔均与凹槽导通,二号板上端设置有若干一号限位柱,支架上设置有输出端向下的气缸,气缸的输出端上设置有三号板,三号板下端面设置有与一号限位柱一一对应的按压柱。优点:对产品的漏气测试更加的方便,能够准确的测试注塑铜排的压降,进而准确的测试出产品的气密性能。
技术研发人员:张尧,何新武,袁家卫
受保护的技术使用者:苏州科伦特电源科技有限公司
技术研发日:20221219
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!