一种鼻子铸件的测量工装的制作方法
本技术属于铸件的检测设备,涉及一种鼻子铸件的测量工装。
背景技术:
1、鼻子铸件结构较为复杂,当鼻子铸件被铸造出来后,就需要对鼻子铸件进行尺寸检测,而在现有技术中,大部分的技术工人是通过游标卡尺进行测量鼻子铸件的尺寸,但采用游标卡尺测量全凭人工操作,存在较大的误差,其次,对于一些具有倾斜度的板体也无法检测出该板体与鼻子铸件之间的倾斜度。
技术实现思路
1、本实用新型的目的是针对现有的技术存在上述问题,提出了一种方便检测、具有一定测量精准度且适用于鼻子铸件的测量工装。
2、本实用新型的目的可通过下列技术方案来实现:一种鼻子铸件的测量工装,包括:
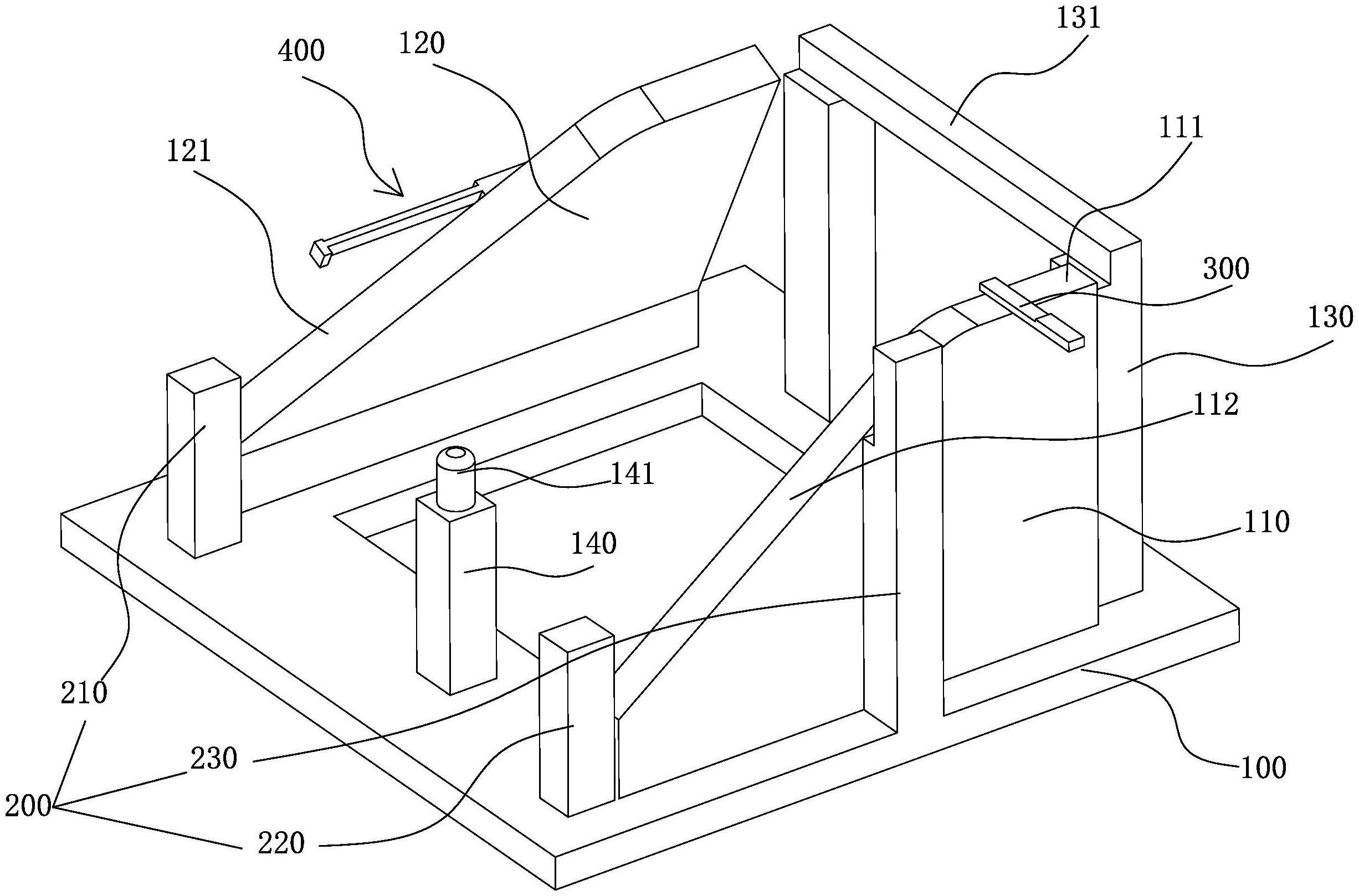
3、底座,所述底座上设有用于支撑铸件的侧板、斜板以及后板;所述斜板相对底座呈倾斜设置;所述后板位于侧板与斜板之间;所述底座上设有用于限制铸件移动的限位件;所述侧板的顶部设有侧顶边,所述斜板上设有第一斜边;
4、支撑柱,设于底座上,所述支撑柱用于支撑铸件;
5、第一检测杆,可插设于侧顶边与铸件之间;所述斜板的一侧面上贴设有用于检测铸件表面与斜边平行度的第二检测杆。
6、在上述的一种鼻子铸件的测量工装中,所述侧板、后板以及斜板围设在底座的边沿处。
7、在上述的一种鼻子铸件的测量工装中,所述限位件包括设于底座上的左限位柱、右限位柱以及侧撑柱,所述左限位柱位于斜板远离后板的一侧,所述右限位柱位于侧板远离后板的一侧,所述侧撑柱位于侧板远离斜板的一侧。
8、在上述的一种鼻子铸件的测量工装中,所述侧撑柱靠近侧板一侧面的顶部开设有侧槽,所述侧槽内设有侧撑头,所述侧撑头的中心轴线与侧板垂直。
9、在上述的一种鼻子铸件的测量工装中,所述支撑柱的顶部设有支撑头,所述后板的顶部设有后顶边,所述侧板上设有第二斜边。
10、在上述的一种鼻子铸件的测量工装中,所述第一检测杆上设有公差板。
11、在上述的一种鼻子铸件的测量工装中,所述第二检测杆包括检测柱以及延长杆,所述检测柱与延长杆连接且同轴设置。
12、在上述的一种鼻子铸件的测量工装中,所述检测柱具有上检测面以及下检测面,所述上检测面与检测柱的中心轴线之间的距离与下检测面与检测柱的中心轴线之间的距离相同。
13、在上述的一种鼻子铸件的测量工装中,所述延长杆远离检测柱的一端上设有下接触头以及上接触头,所述上接触头的中心轴线与下接触头的中心轴线重合,所述上接触头的中心轴线与延长杆垂直,所述下接触头的长度大于上接触头的长度。
14、在上述的一种鼻子铸件的测量工装中,所述上接触头远离下接触头一端的端面与上检测面之间具有第一预设距离,所述下接触头远离上接触头一端的端面与下检测面之间具有第二预设距离,所述第二预设距离与第一预设距离的大小相同。
15、与现有技术相比,本实用新型具有以下有益效果:
16、在本实用新型的测量工装对铸件进行检测时,需要将第二翼板放置于侧板上,第一翼板放置于斜板上,后底边放置于后板的后顶边上,支撑台放置于支撑柱上,第四斜边抵靠在第一斜边上,第三斜边抵靠在第二斜边上,并使得左触脚被限位件与斜板限制住,右触脚被限位件与侧板限制住,第二翼板的侧面被限位件限制,如此,实现铸件定位放置于测量工装上,此后,人们便可将第一检测杆塞进侧顶边与侧底边之间,以检测侧底边的尺寸是否满足要求,并将第二检测杆的一端贴在斜板远离侧板的一侧面上,以检测第一翼板与斜板之间的平行度,即,以检测第一翼板相对鼻体之间的倾斜度是否满足要求。
技术特征:
1.一种鼻子铸件的测量工装,其特征在于,包括:
2.根据权利要求1所述的一种鼻子铸件的测量工装,其特征在于,所述侧板、后板以及斜板围设在底座的边沿处。
3.根据权利要求1所述的一种鼻子铸件的测量工装,其特征在于,所述限位件包括设于底座上的左限位柱、右限位柱以及侧撑柱,所述左限位柱位于斜板远离后板的一侧,所述右限位柱位于侧板远离后板的一侧,所述侧撑柱位于侧板远离斜板的一侧。
4.根据权利要求3所述的一种鼻子铸件的测量工装,其特征在于,所述侧撑柱靠近侧板一侧面的顶部开设有侧槽,所述侧槽内设有侧撑头,所述侧撑头的中心轴线与侧板垂直。
5.根据权利要求1所述的一种鼻子铸件的测量工装,其特征在于,所述支撑柱的顶部设有支撑头,所述后板的顶部设有后顶边,所述侧板上设有第二斜边。
6.根据权利要求1所述的一种鼻子铸件的测量工装,其特征在于,所述第一检测杆上设有公差板。
7.根据权利要求1所述的一种鼻子铸件的测量工装,其特征在于,所述第二检测杆包括检测柱以及延长杆,所述检测柱与延长杆连接且同轴设置。
8.根据权利要求7所述的一种鼻子铸件的测量工装,其特征在于,所述检测柱具有上检测面以及下检测面,所述上检测面与检测柱的中心轴线之间的距离与下检测面与检测柱的中心轴线之间的距离相同。
9.根据权利要求8所述的一种鼻子铸件的测量工装,其特征在于,所述延长杆远离检测柱的一端上设有下接触头以及上接触头,所述上接触头的中心轴线与下接触头的中心轴线重合,所述上接触头的中心轴线与延长杆垂直,所述下接触头的长度大于上接触头的长度。
10.根据权利要求9所述的一种鼻子铸件的测量工装,其特征在于,所述上接触头远离下接触头一端的端面与上检测面之间具有第一预设距离,所述下接触头远离上接触头一端的端面与下检测面之间具有第二预设距离,所述第二预设距离与第一预设距离的大小相同。
技术总结
本技术提供了一种鼻子铸件的测量工装,属于铸件的检测设备技术领域。它解决了现有的鼻子铸件检测不准确的问题。本技术一种鼻子铸件的测量工装包括底座、侧板、斜板、后板、限位件、侧顶边、第一斜边、支撑柱、第一检测杆以及第二检测杆。在本技术中,在对鼻子铸件进行尺寸测量时,人们需要将铸件定位放置于测量工装上,此后,人们便可将第一检测杆塞进侧顶边与侧底边之间,以检测侧底边的尺寸是否满足要求,并将第二检测杆的一端贴在斜板远离侧板的一侧面上,以检测第一翼板与斜板之间的平行度,即,以检测第一翼板相对鼻体之间的倾斜度是否满足要求。
技术研发人员:傅明康,严亮,熊六一,朱伟
受保护的技术使用者:宁波日月精华精密制造有限公司
技术研发日:20221229
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!