测量装置和程序的制作方法
本发明涉及一种测量装置和程序。
背景技术:
1、以往,控制机床等的数值控制装置通过加工程序来执行工件的加工等。此时,为了实现对工件的精密加工,期望对刀具前端的位置坐标精密地进行校正,以对安装于机床的刀具(例如切削刀具)的机械误差进行校准。因此,提出了一种在实际加工时确定刀具前端的坐标的装置(例如参照专利文献1和专利文献2)。
2、现有技术文献
3、专利文献
4、专利文献1:日本特开平11-138392号公报
5、专利文献2:日本特开平11-99450号公报
技术实现思路
1、发明要解决的问题
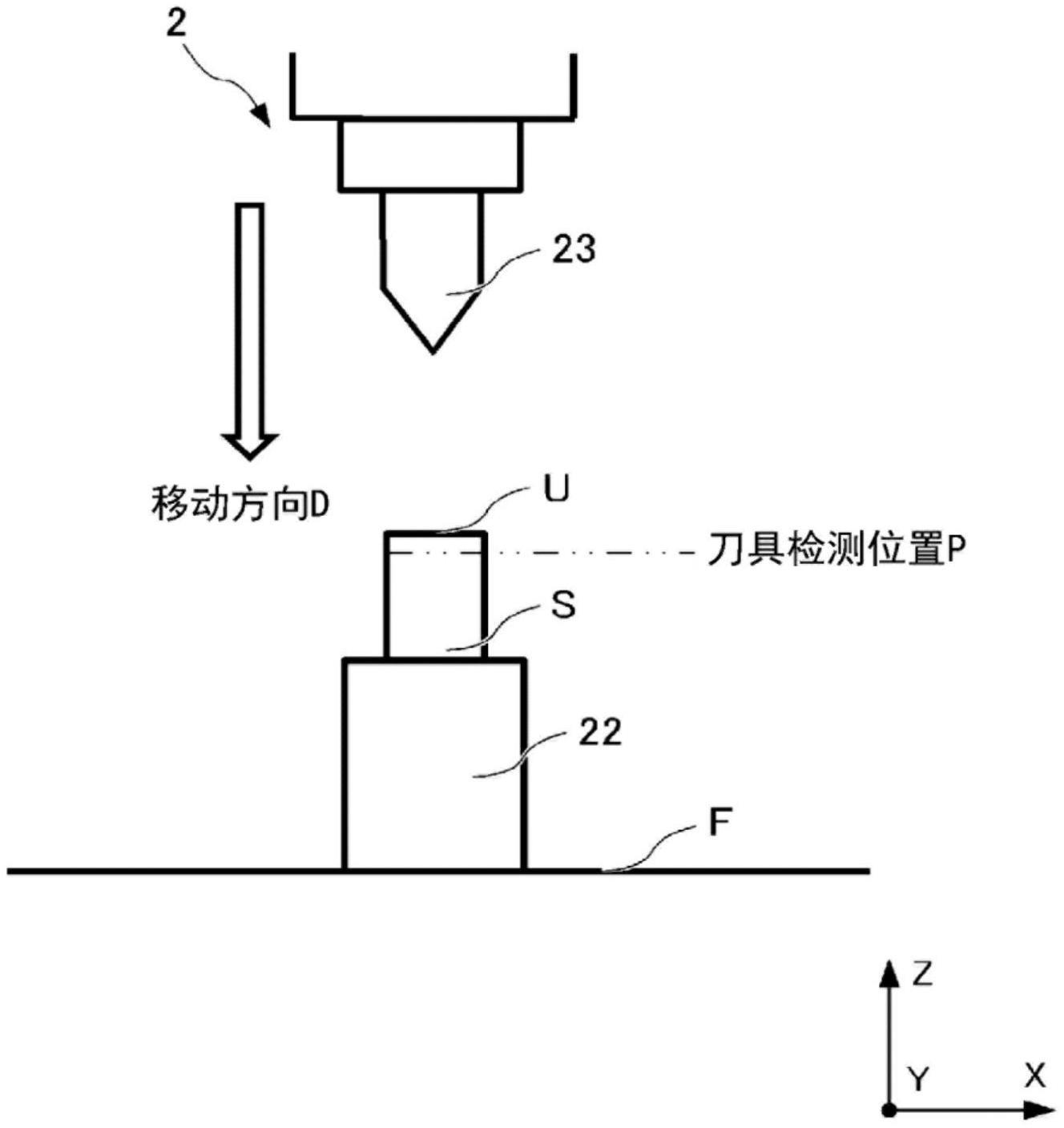
2、在确定刀具前端的坐标时,例如使用配置在机床的工作台上的测定器。测定器是能够检测刀具前端进行的从被按压面至刀具检测位置的按下的装置。测定器构成为能够根据按下至刀具检测位置而向数值控制装置发送检测信号。数值控制装置基于接收到检测信号的时间点的刀具的进给位置来测定刀具的刀具长度。
3、另外,在刀具长度的测定中,刀具的进给速度有时根据使用者等的要求而被变更。测定器的输出信号是基于刀具与测定器之间的机械性接触而输出的。因此,刀具检测位置有时根据刀具的进给速度而不同。因此,如果能够针对每个使用者等灵活地确定不同的刀具检测位置则为优选。
4、用于解决问题的方案
5、本公开涉及一种测量装置,所述测量装置针对用于测定安装于机床的切削刀具的长度的测定器测量从所述机床的基准位置到所述测定器的刀具检测位置的距离,所述测量装置具备:
6、速度获取部,其获取预先设定的进给速度,所述进给速度是在测量所述切削刀具的长度时使所述切削刀具向所述测定器移动的速度;移动控制部,其通过使安装于所述机床的具有已知的长度的标准件的前端以由所述速度获取部获取到的进给速度向所述测定器移动,来通过所述标准件按下所述测定器的被按压面;检测部,其检测根据所述测定器被按下而输出的表示所述刀具检测位置的信号;以及确定部,其基于检测到所述信号的时间点的所述标准件的前端的位置,来确定所述测定器的所述刀具检测位置。
7、另外,本公开涉及一种程序,用于使计算机作为测量装置发挥功能,其中,所述测量装置针对用于测定安装于机床的切削刀具的长度的测定器测量从所述机床的基准位置到所述测定器的刀具检测位置的距离,所述程序使所述计算机作为以下各部发挥功能:速度获取部,其获取预先设定的进给速度,所述进给速度是在测量所述切削刀具的长度时使所述切削刀具向所述测定器移动的速度;移动控制部,其通过使安装于所述机床的具有已知的长度的标准件的前端以由所述速度获取部获取到的进给速度向所述测定器移动,来通过所述标准件按下所述测定器的被按压面;检测部,其检测根据所述测定器被按下而输出的表示所述刀具检测位置的信号;以及确定部,其基于检测到所述信号的时间点的所述标准件的前端的位置,来确定所述测定器的所述刀具检测位置。
8、发明的效果
9、根据本公开,能够提供一种能够针对每个使用者等灵活地确定不同的刀具检测位置的测量装置和程序。
技术特征:
1.一种测量装置,所述测量装置针对用于测定安装于机床的切削刀具的长度的测定器测量从所述机床的基准位置到所述测定器的刀具检测位置的距离,所述测量装置具备:
2.根据权利要求1所述的测量装置,其中,
3.根据权利要求1或2所述的测量装置,其中,
4.根据权利要求3所述的测量装置,其中,
5.一种程序,用于使计算机作为测量装置发挥功能,其中,所述测量装置针对用于测定安装于机床的切削刀具的长度的测定器测量从所述机床的基准位置到所述测定器的刀具检测位置的距离,
技术总结
提供一种能够按每个使用者等灵活地确定不同的刀具检测位置的测量装置。测量装置针对用于测定安装于机床的切削刀具的长度的测定器测量从所述机床的基准位置到所述测定器的刀具检测位置的距离,所述测量装置具备:速度获取部,其获取预先设定的进给速度,所述进给速度是在测量所述切削刀具的长度时使所述切削刀具向所述测定器移动的速度;移动控制部,其通过使安装于所述机床的具有已知的长度的标准件的前端以由所述速度获取部获取到的进给速度向所述测定器移动,来通过所述标准件按下所述测定器的被按压面;检测部,其检测根据所述测定器被按下而输出的表示所述刀具检测位置的信号;以及确定部,其基于检测到所述信号的时间点的所述标准件的前端的位置,来确定所述测定器的所述刀具检测位置。
技术研发人员:贝原贤治
受保护的技术使用者:发那科株式会社
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!