一种用于圆锥工件长度和质心测量的装置的制作方法
本发明属于长度和质心测量,具体涉及一种用于圆锥工件长度和质心测量的装置。
背景技术:
1、质心的测量方法主要分为两类,一类是静态测量方法,另一类是动态测量方法。静态测量方法主要有悬挂法、多点称重法等,动态测量方法一般有复摆法、转动惯量法、旋转平衡法等,其中多点称重法由于操作简单、方便,成本较低,并且适于测量火箭、卫星、导弹、潜艇等大尺寸产品,得到了广泛的应用。
2、多点称重法采用三个(或四个)称重传感器的读数及其相对位置关系计算出待测产品的质心位置。在使用多点称重法测量圆锥工件轴向质心时,需要先测得圆锥工件的长度,才能表示圆锥工件的轴向质心,但是传统的质心测量装置无法既测量圆锥工件的长度又测量圆锥工件的轴向质心。
技术实现思路
1、有鉴于此,本发明提供了一种用于圆锥工件长度和质心测量的装置,既能够测量圆锥工件的长度又能够测量圆锥工件的轴向质心。
2、本发明采用以下技术方案:
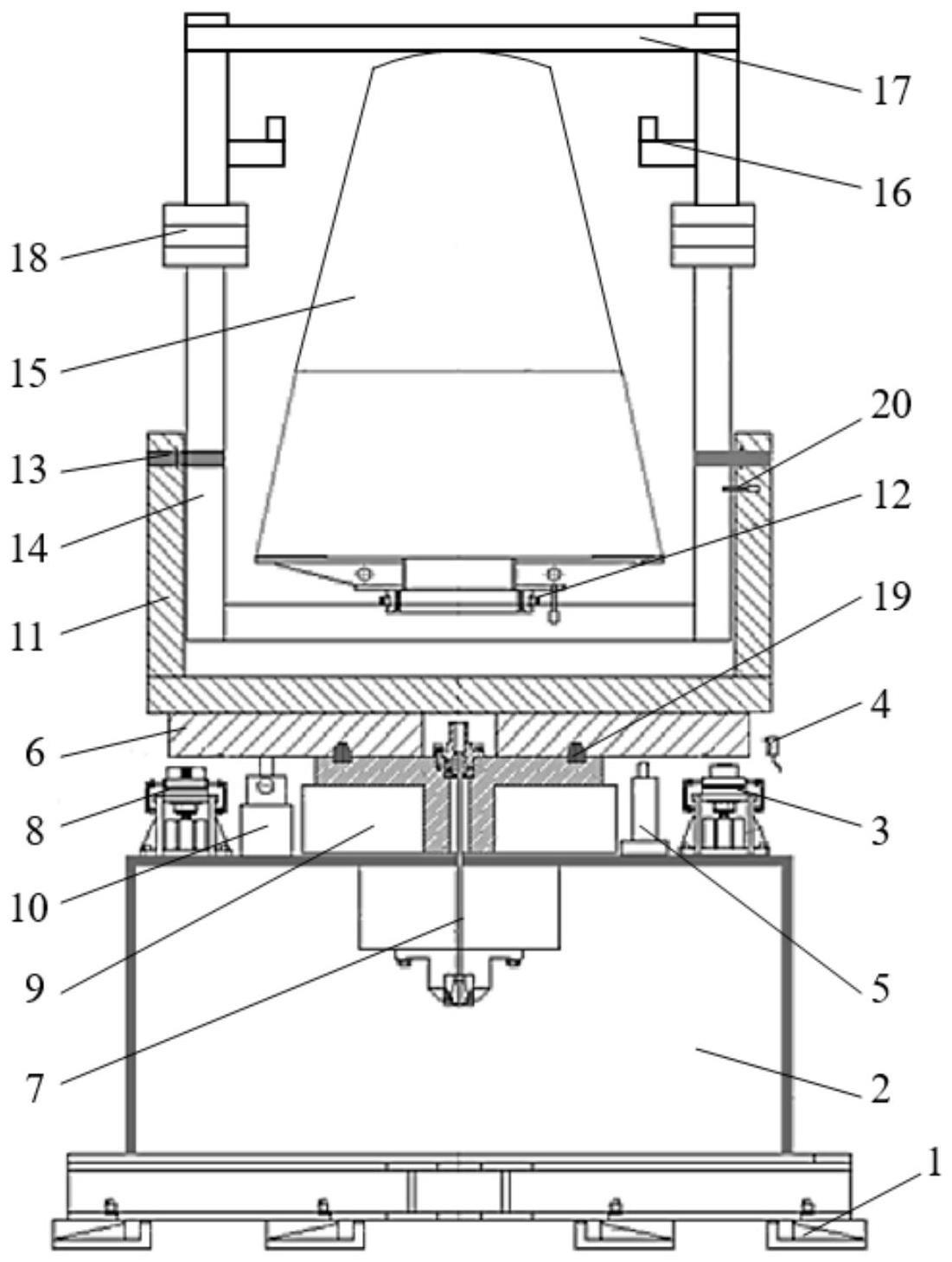
3、一种用于圆锥工件长度和质心测量的装置,包括内框架、外框架、基板、两个激光位移传感器和多个称重机构;
4、所述内框架通过销轴与所述外框架转动连接;
5、所述圆锥工件的底面能够固接于所述内框架的内底面;
6、所述基板可拆卸地安装于所述内框架,并与固接于所述内框架内底面上的所述圆锥工件的顶部抵接,且所述基板与所述圆锥工件的轴线垂直;
7、两个所述激光位移传感器固定安装于所述内框架低于所述圆锥工件的高度位置处;
8、所述称重机构设置于所述外框架的底部,能够承载所述内框架、所述外框架以及所述圆锥工件的重量。
9、进一步地,所述内框架的内底面上固定安装有回转轴承;
10、所述圆锥工件能够同轴固接于所述回转轴承,并随所述回转轴承旋转。
11、进一步地,装置还包括配重块;
12、所述配重块固定安装于所述内框架,用于将所述内框架与所述圆锥工件整体的质心调整至所述销轴的轴线上。
13、进一步地,在进行所述圆锥工件的y向质心、z向质心测量时,通过旋转驱动单元驱动所述回转轴承以带动所述圆锥工件绕其自身轴线转动,转动过程中,实时动态地采集质心测量数据。
14、进一步地,在进行所述圆锥工件轴向质心测量时,通过所述内框架将所述圆锥工件旋转至轴向水平的姿态,根据轴向质心与所述销轴轴线的距离、所述销轴轴线与所述圆锥工件大端面的距离、所述圆锥工件的总长度,获得所述圆锥工件的轴向质心坐标。
15、进一步地,装置还包括基座、支撑装置和测量平台;
16、所述支撑装置固定安装于所述基座的顶部;
17、所述测量平台的底面支撑于所述支撑装置,顶面与所述外框架的底部固定;
18、所述称重机构沿圆周方向均布于所述基座的顶面与所述测量平台的底面之间;所述称重机构包括称重传感器和顶升装置,所述顶升装置与所述称重传感器固接;
19、所述顶升装置通过顶升所述称重传感器进而顶升所述测量平台,使所述测量平台与所述支撑装置分离,使所述测量平台、所述外框架、所述内框架以及所述圆锥工件的重量由所述称重传感器支撑。
20、进一步地,所述测量平台的底面设置有多个呈三角形分布的球头;
21、所述支撑装置的顶面设置有与所述球头一一对应的球窝;
22、所述测量平台的底面置支撑于所述支撑装置时,所述球头的外圆周面与所述球窝的内圆周面整周接触。
23、进一步地,装置还包括扭杆、摆驱动机构以及扭摆制动机构,且所述支撑装置为气浮轴承;
24、所述扭杆的一端与所述基座固定连接,另一端与所述气浮轴承的转子固定连接,且所述扭杆与所述回转轴承的轴线重合;
25、所述扭摆驱动机构和所述扭摆制动机构固定安装于所述基座;
26、所述扭摆驱动机构能够驱动所述测量平台转动设定角度,使所述扭杆处于受扭状态;所述扭杆释放扭转应力能够使所述测量平台带动所述圆锥工件往复扭摆;
27、所述扭摆制动机构能够使扭摆的测量平台停止扭摆。
28、进一部地,装置还包括顶升机构;
29、所述顶升机构沿圆周方向均布于所述基座的顶面与所述测量平台的底面之间;所述顶升机构用于顶升所述所述测量平台,使其脱离所述支撑装置。
30、有益效果:
31、(1)内框架通过销轴转动连接于外框架,圆锥工件的底面能够固接于内框架的内底面,基板能够可拆卸地安装于内框架,并与固接于内框架内底面的圆锥工件的顶部抵接,且基板与圆锥工件的轴线垂直;两个激光位移传感器固定安装于内框架低于圆锥工件的高度位置处;多个称重机构设置于外框架的底部,能够承载内框架、外框架以及圆锥工件的重量。如此,使两个激光位移传感器的激光打到基板上,能够获得激光位移传感器的位置与圆锥工件顶部的距离,而激光位移传感器与圆锥工件底面大端的距离可以通过测量激光位移传感器与内框架内底面的距离直接得到,进而能够获得圆锥工件的总长度;
32、在测量圆锥工件的质心时,只需将外框架的底部由多个称重机构进行承载,根据多点称重的原理,就能够获得圆锥工件的质心坐标,即长度和质心基于同一个装置测量完成,操作简单快捷,不需要单独使用另外的长度测量设备对圆锥工件进行长度测量。
33、(2)内框架的内底面固定安装有回转轴承,圆锥工件同轴固定安装于回转轴承,并能够随回转轴承旋转。如此,通过该装置能测量圆锥工件在不同旋转角度下的质心,而且由于旋转角度可以足够多,因此能够获得足够多的质心数据,从而获得更精确的圆锥工件质心。
34、(3)配重块固定安装于内框架,用于将内框架与圆锥工件整体的质心调整至转动销轴的轴线上,如此,即使内框架与圆锥工件的质量非常大,也能够非常方便地将内框架绕转动销轴旋转90°使圆锥工件呈水平姿态,以完成对圆锥工件轴向质心的测量。
35、(4)测量平台的底面设置有多个呈三角形分布的球头,支撑装置上设置有与球头一一对应的球窝,测量平台的底面支撑于支撑装置时,球头的外圆周面与球窝的内圆周面整周接触。如此,通过多个球头和球窝的配合的定位方式能够在非测量状态下使测量平台相对支撑装置具有唯一确定的位置,故在每次测量物体质心时,测量平台总是从相同的确定位置被顶升,从而使测量状态下测量平台上安装的待测件与称重传感器之间具有确定位置,提高质心测量的精度。
36、(5)顶升机构沿圆周方向均布于基座的顶面与测量平台的底面之间;顶升机构能够将测量平台顶升至脱离支撑装置。如此,在安装圆锥工件时,能够通过顶升机构先将测量平台顶升至脱离支撑装置,避免支撑装置受到冲击,保证圆锥工件后续质心测量的精度。
技术特征:
1.一种用于圆锥工件长度和质心测量的装置,其特征在于,包括内框架、外框架、基板、两个激光位移传感器和多个称重机构;
2.如权利要求1所述的一种用于圆锥工件长度和质心测量的装置,其特征在于,所述内框架的内底面上固定安装有回转轴承;
3.如权利要求2所述的一种用于圆锥工件长度和质心测量的装置,其特征在于,还包括配重块;
4.如权利要求2所述的一种用于圆锥工件长度和质心测量的装置,其特征在于,在进行所述圆锥工件的y向质心、z向质心测量时,通过旋转驱动单元驱动所述回转轴承以带动所述圆锥工件绕其自身轴线转动,转动过程中,实时动态地采集质心测量数据。
5.如权利要求1或2所述的一种用于圆锥工件长度和质心测量的装置,其特征在于,在进行所述圆锥工件轴向质心测量时,通过所述内框架将所述圆锥工件旋转至轴向水平的姿态,根据轴向质心与所述销轴轴线的距离、所述销轴轴线与所述圆锥工件大端面的距离、所述圆锥工件的总长度,获得所述圆锥工件的轴向质心坐标。
6.如权利要求1至3任意一项所述的一种用于圆锥工件长度和质心测量的装置,其特征在于,还包括基座、支撑装置和测量平台;
7.如权利要求6所述的一种用于圆锥工件长度和质心测量的装置,其特征在于,所述测量平台的底面设置有多个呈三角形分布的球头;
8.如权利要求6所述的一种用于圆锥工件长度和质心测量的装置,其特征在于,还包括扭杆、摆驱动机构以及扭摆制动机构,且所述支撑装置为气浮轴承;
9.如权利要求6所述的一种用于圆锥工件长度和质心测量的装置,其特征在于,还包括顶升机构;
技术总结
本发明公开了一种用于圆锥工件长度和质心测量的装置,该装置包括内框架、外框架、基板、两个激光位移传感器和多个称重机构;内框架通过销轴与外框架转动连接;圆锥工件的底面能够固接于内框架的内底面;基板可拆卸地安装于内框架,并与固接于内框架内底面上的圆锥工件的顶部抵接,且基板与圆锥工件的轴线垂直;两个激光位移传感器固定安装于内框架低于圆锥工件的高度位置处;称重机构设置于外框架的底部,能够承载内框架、外框架以及圆锥工件的重量。长度和质心基于该装置测量完成,操作简单快捷,不需要单独使用另外的长度测量设备对圆锥工件进行长度测量。
技术研发人员:缪寅宵,孙凤举,黄其刚,闫磊,白天,王小三,霍瑞东,高炳涛,郭一梦
受保护的技术使用者:北京航天计量测试技术研究所
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!