一种在线检测方法和装置与流程
本申请涉及在线检测,特别是涉及一种在线检测方法和装置。
背景技术:
1、目前,随着汽车制造工艺的不断进步和人们对汽车质量要求的不断提高,汽车制造工艺成为各个汽车生产厂家提高竞争力的因素,汽车制造工艺中的汽车零件装配质量检测也显得尤为重要。
2、现有技术中,汽车制造工艺中的汽车零件装配质量检测采用在线尺寸测量的方法,通过滑撬运送待检测白车身到检测位置,视觉测量系统对车身零件装配尺寸的数据进行测量分析。但是,在每次测量过程中,不同待检测白车身运送后,滑撬停止的位置无法做到完全相同,所以待检测白车身所处的检测位置存在偏差。由于,待检测白车身所处的检测位置存在偏差,导致视觉测量系统测量的的车身零件装配尺寸的数据也一定是不准确,造成汽车制造工艺粗糙的问题。
技术实现思路
1、基于此,有必要针对上述技术问题,提供一种在线检测方法和装置。
2、第一方面,提供了一种在线检测方法,所述方法应用于视觉检测标定系统,所述视觉检测标定系统包括视觉装置和设置有至少一个标定块的滑橇,所述标定块上设置有定位识别孔,所述方法包括:
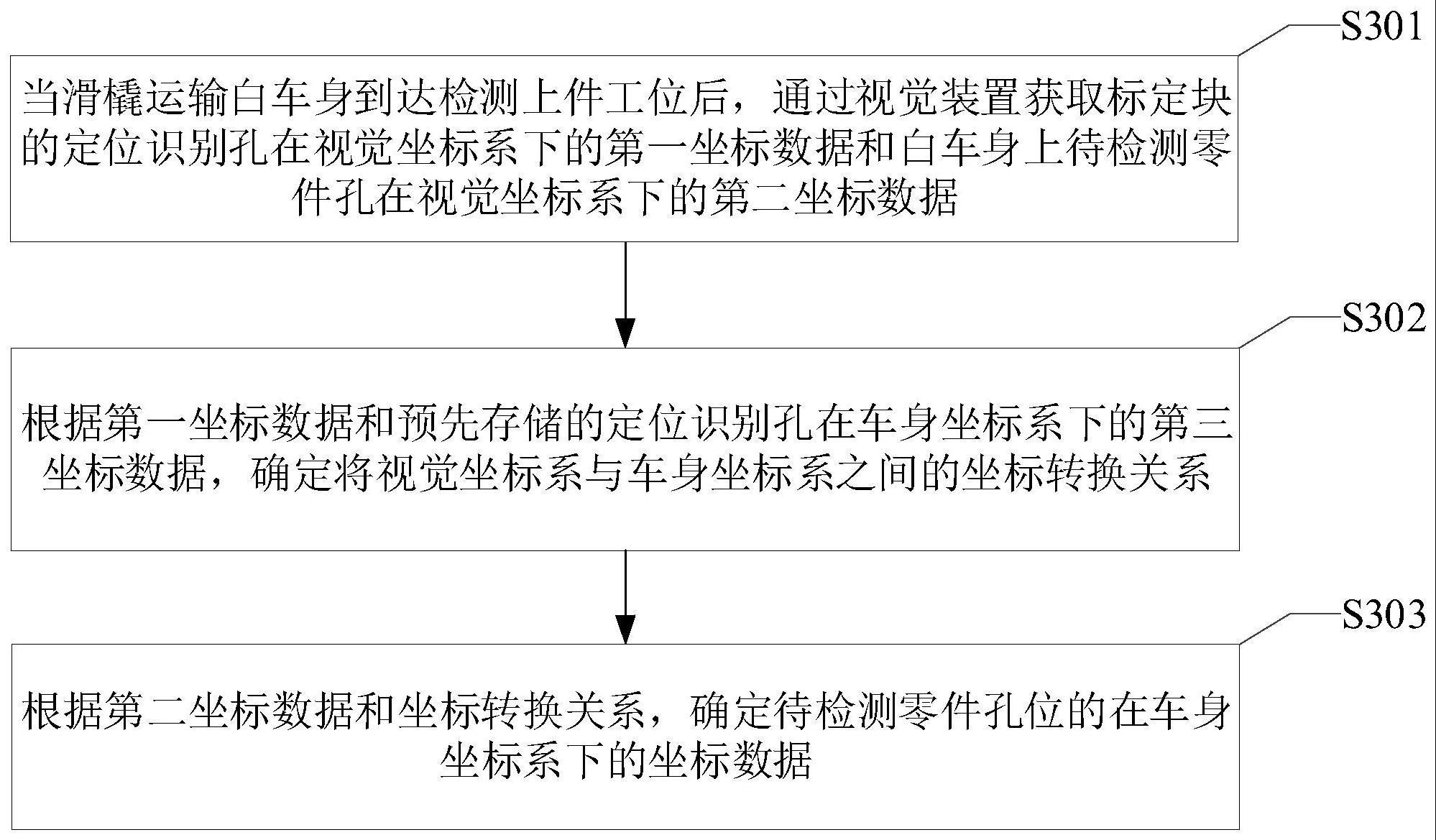
3、当所述滑橇运输白车身到达检测上件工位后,通过所述视觉装置获取所述标定块的定位识别孔在视觉坐标系下的第一坐标数据和白车身上待检测零件孔在视觉坐标系下的第二坐标数据;
4、根据所述第一坐标数据和预先存储的所述定位识别孔在车身坐标系下的第三坐标数据,确定将所述视觉坐标系与所述车身坐标系之间的坐标转换关系;
5、根据所述第二坐标数据和所述坐标转换关系,确定所述待检测零件孔位的在所述车身坐标系下的第四坐标数据。
6、作为一种可选的实施方式,所述根据所述第一坐标数据和预先存储的所述定位识别孔在车身坐标系下的第三坐标数据,确定将所述视觉坐标系与所述车身坐标系之间的坐标转换关系,包括:
7、根据所述第一坐标数据和所述预先存储的所述定位识别孔在车身坐标系下的第三坐标数据,确定所述视觉坐标系与所述车身坐标系的坐标变换矩阵;
8、根据所述视觉坐标系和所述坐标变换矩阵,建立所述视觉坐标系与所述车身坐标系之间的所述坐标转换关系,所述车身坐标系中的坐标为所述视觉坐标系中的坐标和所述坐标变换矩阵的乘积。
9、作为一种可选的实施方式,所述根据所述第二坐标数据和所述坐标转换关系,确定所述待检测零件孔位的在所述车身坐标系下的第四坐标数据,包括:
10、将所述第二坐标数据与所述坐标转换关系的乘积,确定为所述待检测零件孔位的在所述车身坐标系下的第四坐标数据。
11、作为一种可选的实施方式,所述预先存储的所述定位识别孔在车身坐标系下的第三坐标数据为通过三坐标测量确定的。
12、作为一种可选的实施方式,所述方法还包括:
13、若所述第四坐标数据与预先存储的基准坐标数据不相同,则输出报警信息;
14、若所述第四坐标数据与预先存储的基准坐标数据相同,则将所述第四坐标数据存储到数据库。
15、作为一种可选的实施方式,所述标定块的定位识别孔的精度为正负10微米。
16、作为一种可选的实施方式,所述标定块为4个,分别安装在所述滑橇的四端。
17、第二方面,提供了一种在线检测装置,所述装置应用于视觉检测标定系统,所述视觉检测标定系统包括视觉装置和设置有至少一个标定块的滑橇,所述标定块上设置有定位识别孔,所述装置包括:
18、获取模块,用于当所述滑橇运输白车身到达检测上件工位后,通过所述视觉装置获取所述标定块的定位识别孔在视觉坐标系下的第一坐标数据和白车身上待检测零件孔在视觉坐标系下的第二坐标数据;
19、第一确定模块,用于根据所述第一坐标数据和预先存储的所述定位识别孔在车身坐标系下的第三坐标数据,确定将所述视觉坐标系与所述车身坐标系之间的坐标转换关系;
20、第二确定模块,用于根据所述第二坐标数据和所述坐标转换关系,确定所述待检测零件孔位的在所述车身坐标系下的第四坐标数据。
21、作为一种可选的实施方式,所述第一确定模块,具体用于:
22、根据所述第一坐标数据和所述预先存储的所述定位识别孔在车身坐标系下的第三坐标数据,确定所述视觉坐标系与所述车身坐标系的坐标变换矩阵;
23、根据所述视觉坐标系和所述坐标变换矩阵,建立所述视觉坐标系与所述车身坐标系之间的所述坐标转换关系,所述车身坐标系中的坐标为所述视觉坐标系中的坐标和所述坐标变换矩阵的乘积。
24、作为一种可选的实施方式,所述第二确定模块,具体用于:
25、将所述第二坐标数据与所述坐标转换关系的乘积,确定为所述待检测零件孔位的在所述车身坐标系下的第四坐标数据。
26、作为一种可选的实施方式,所述预先存储的所述定位识别孔在车身坐标系下的第三坐标数据为通过三坐标测量确定的。
27、作为一种可选的实施方式,所述装置还包括:
28、输出模块,用于若所述第四坐标数据与预先存储的基准坐标数据不相同,则输出报警信息;
29、存储模块,用于若所述第四坐标数据与预先存储的基准坐标数据相同,则将所述第四坐标数据存储到数据库。
30、作为一种可选的实施方式,所述标定块的定位识别孔的精度为正负10微米。
31、作为一种可选的实施方式,所述标定块为4个,分别安装在所述滑橇的四端。
32、第三方面,提供了一种在线检测系统,所述在线检测系统包括:如第一方面所述的在线检测方法和如第二方面所述的在线检测装置。
33、第四方面,提供了一种计算机设备,包括存储器及处理器,所述存储器上存储有可在处理器上运行的计算机程序,所述处理器执行所述计算机程序时实现如第一方面所述的方法步骤。
34、第五方面,提供了一种计算机可读存储介质,其上存储有计算机程序,所述计算机程序被处理器执行时实现如第一方面所述的方法步骤。
35、本申请提供了一种在线检测方法和装置,本申请的实施例提供的技术方案至少带来以下有益效果:通过标定块的定位识别孔在视觉坐标系下的第一坐标数据和预先存储的定位识别孔在车身坐标系下的第三坐标数据,确定将视觉坐标系与车身坐标系之间的坐标转换关系。然后将视觉坐标系下的每台待检测零件孔位,通过坐标转换关系,转换为车身坐标系下的坐标。这样就可以避免每次停止位置不一致导致的带来的坐标的偏差,进一步的避免了后续测量待检测零件孔位数据不准确的问题。
36、应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本申请。
技术特征:
1.一种在线检测方法,其特征在于,所述方法应用于视觉检测标定系统,所述视觉检测标定系统包括视觉装置和设置有至少一个标定块的滑橇,所述标定块上设置有定位识别孔,所述方法包括:
2.根据权利要求1所述的方法,其特征在于,所述根据所述第一坐标数据和预先存储的所述定位识别孔在车身坐标系下的第三坐标数据,确定将所述视觉坐标系与所述车身坐标系之间的坐标转换关系,包括:
3.根据权利要求1所述的方法,其特征在于,所述根据所述第二坐标数据和所述坐标转换关系,确定所述待检测零件孔位的在所述车身坐标系下的第四坐标数据,包括:
4.根据权利要求1所述的方法,其特征在于,所述预先存储的所述定位识别孔在车身坐标系下的第三坐标数据为通过三坐标测量确定的。
5.根据权利要求1所述的方法,其特征在于,所述方法还包括:
6.根据权利要求1所述的方法,其特征在于,所述标定块的定位识别孔的精度为正负10微米。
7.根据权利要求1所述的方法,其特征在于,所述标定块为4个,分别安装在所述滑橇的四端。
8.一种在线检测装置,其特征在于,所述装置应用于视觉检测标定系统,所述视觉检测标定系统包括视觉装置和设置有至少一个标定块的滑橇,所述标定块上设置有定位识别孔,所述装置包括:
9.一种计算机设备,包括存储器及处理器,所述存储器上存储有可在处理器上运行的计算机程序,其特征在于,所述处理器执行所述计算机程序时实现权利要求1至7中任一项所述方法的步骤。
10.一种计算机可读存储介质,其上存储有计算机程序,其特征在于,所述计算机程序被处理器执行时实现权利要求1至7中任一项所述的方法的步骤。
技术总结
本申请属于在线检测领域,公开了一种在线检测方法和装置。所述方法包括:当所述滑橇运输白车身到达检测上件工位后,通过所述视觉装置获取所述标定块的定位识别孔在视觉坐标系下的第一坐标数据和白车身上待检测零件孔在视觉坐标系下的第二坐标数据;根据所述第一坐标数据和预先存储的所述定位识别孔在车身坐标系下的第三坐标数据,确定将所述视觉坐标系与所述车身坐标系之间的坐标转换关系;根据所述第二坐标数据和所述坐标转换关系,确定所述待检测零件孔位的在所述车身坐标系下的坐标数据。采用本申请可以避免测量待检测零件孔位数据不准确的问题。
技术研发人员:董学羽,陈周生,范尧,聂嘉,程丹
受保护的技术使用者:上汽通用五菱汽车股份有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!