一种预测斜磨刀水波纹的方法与流程
本发明属于不锈钢金相检验领域,尤其是一种预测斜磨刀水波纹的方法。
背景技术:
1、刀具用不锈钢通常含有≥13%铬元素(例如30cr13:含碳量为0.3%,含铬量为13%;40cr13:含碳量为0.4%,含铬量为13%;等)。含碳量≥0.3%的刀具用不锈钢钢种普遍存在因碳偏析导致水波纹问题,影响产品的美观,导致产品降级会报废。
2、目前,国内、国外均没有关于斜磨刀水波纹预判技术的报道。常规的金相检验虽然可以检验碳偏析情况,但并不能真正的反映出斜磨刀水波纹出现的机率。所以,急需一种预测斜磨刀水波纹的方法,减少用户的损失,并在产品用途选择上对用户进行指导。
技术实现思路
1、本发明的目的在于提供一种预测斜磨刀水波纹的方法。
2、实现本发明目的的技术方案是:一种预测斜磨刀水波纹的方法,包括以下步骤:
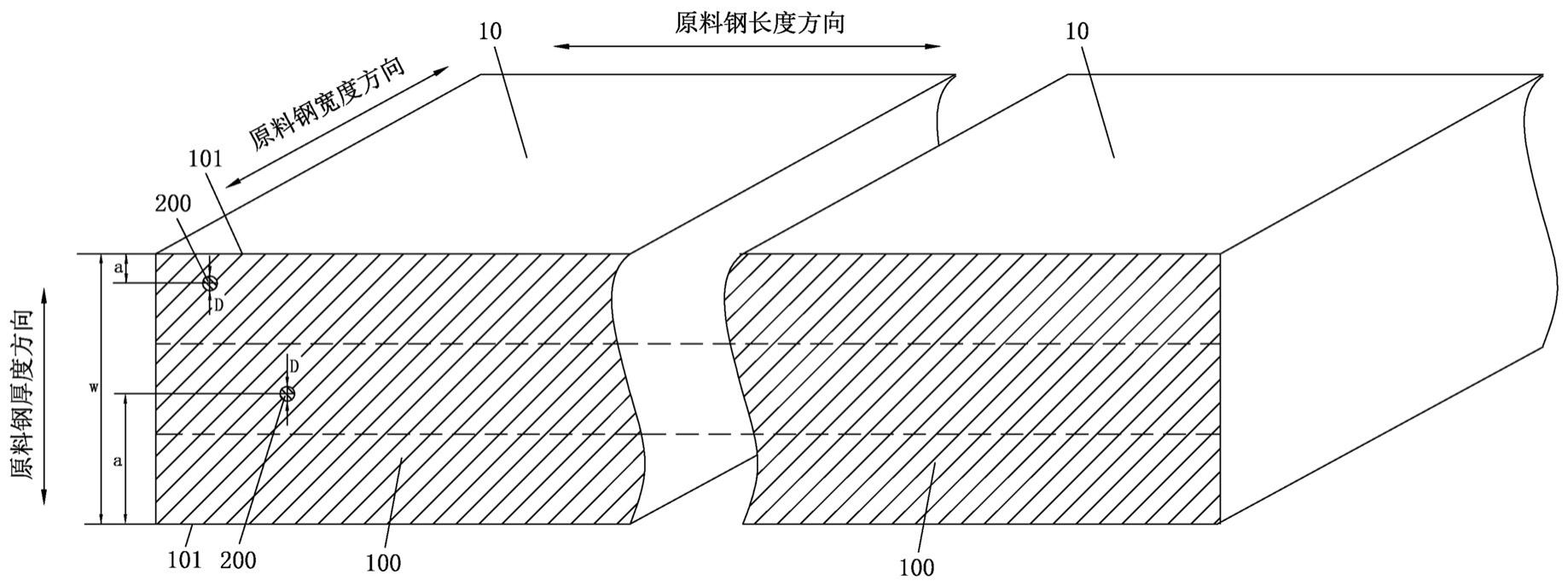
3、(1)碳偏析腐蚀处理:在斜磨刀用原料钢的板宽中心位置沿所述原料钢的长度方向对所述原料钢进行截断,并对所形成的截面进行酸腐蚀处理;
4、(2)观察并测量步骤1所得所述截面的金相图上的一次碳化物:沿所述原料钢的厚度方向将所述截面三等分形成一中间区域和两侧边部区域,并分别观察两侧边部区域中一次碳化物以及中间区域中一次碳化物的分布情况;测量各区域一次碳化物的直径;测量各区域一次碳化物与距其最近一侧原料钢厚度边沿的宽度距离以及所述原料钢的厚度,并计算所述宽度距离与所述原料钢的厚度的比值;
5、(3)评级标准:
6、①中间区域中一次碳化物直径≥5μm,且中间区域中至少一个一次碳化物的位置满足:a/w<0.4 ;
7、②两侧边部区域中一次碳化物直径≥3μm,且两侧边部区域中至少一个一次碳化物的位置满足:a/w<0.4;
8、满足上述①或②,评为“b”级,易产生斜磨刀水波纹;
9、不满足上述①和②,评为“a”级,不易产生斜磨刀水波纹。
10、本发明人在长期的试验过程中发现:碳偏析程度较重且位置接近边部时,在斜磨刀打磨过程中会出现水波纹缺陷。基于此,本发明提供了一种能够预测斜磨刀水波纹的方法,评为“b”级的原料钢容易产生斜磨刀水波纹,不适合用于斜磨刀生产,评为“a”级的原料钢不易产生斜磨刀水波纹,可以用于斜磨刀生产,从而对原料钢是否能够适合用于斜磨刀生产进行预判和为原料钢的用途提供指导和进行定位,也可以减少用户的损失。
11、优选的,所述步骤(1)中酸腐蚀的腐蚀溶液为:氯化铁4-5g、盐酸40-50ml、水200-250ml配置而成的盐酸/氯化铁溶液,浸蚀时间为5-10s。
技术特征:
1.一种预测斜磨刀水波纹的方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的预测斜磨刀水波纹的方法,其特征在于,所述步骤(1)中酸腐蚀的腐蚀溶液为:氯化铁4-5g、盐酸40-50ml、水200-250ml配置而成的盐酸/氯化铁溶液,浸蚀时间为5-10s。
技术总结
本发明提供一种预测斜磨刀水波纹的方法,通过在原料钢的板宽中心位置沿原料钢长度方向对其进行截断和酸腐蚀处理;再沿原料钢厚度方向将截面三等分形成一中间区域和两侧边部区域,并测量各区域一次碳化物直径、测量各区域一次碳化物与距其最近一侧原料钢厚度边沿的宽度距离以及原料钢厚度,并计算所述宽度距离与原料钢厚度的比值;满足①中间区域中一次碳化物直径≥5μm且中间区域中至少一个一次碳化物的位置满足:a/w<0.4,或②两侧边部区域中一次碳化物直径≥3μm且两侧边部区域中至少一个一次碳化物的位置满足:a/w<0.4,评为“B”级,易产生斜磨刀水波纹;不满足上述①和②,评为“A”级,不易产生斜磨刀水波纹。
技术研发人员:崔慧军,董文卜,郭文静
受保护的技术使用者:宝钢德盛不锈钢有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!