硬度自动检测装置及方法与流程
本发明属于电池材料制备过程中烧结工序中的硬度检测设备领域,具体涉及一种硬度自动检测装置及方法。
背景技术:
1、电池电极材料生产过程中,需要经过烧结工序,将作为烧结前驱体的物料装进匣钵并送进轨道窑烧结,烧结完毕后,烧结成品需要经过硬度检测,以检验烧结品质并判断是否需要调节轨道窑内的烧结温度。目前常用的检测方式主要有两种,一种是通过人工手动触碰并凭经验去判断;另一种是进行压实密度的测试。第一种方式误差较大,结果因人而异,并且人工手动触碰容易高温灼伤皮肤。第二种方式测试时间长,不能实时监控。因此,针对以上两种检测方式存在的问题,需寻求一种准确、安全、快速的烧结成品的硬度检测装置。
技术实现思路
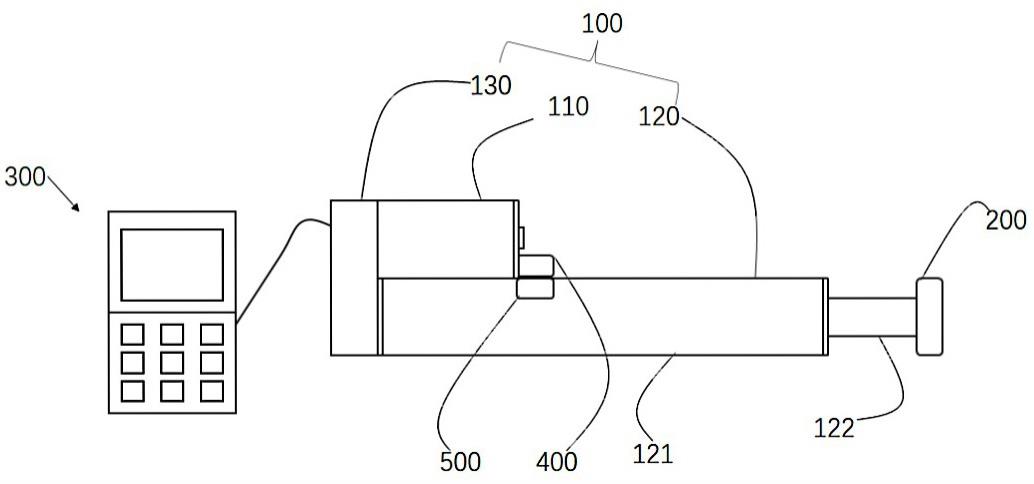
1、为此,本发明提供一种硬度自动检测装置,包括:电动推杆、硬度感应器及数字显示控制面板。所述电动推杆包括驱动电机、伸缩组件和减速齿轮组件,所述驱动电机和所述伸缩组件均安装于所述减速齿轮组件的一侧,所述伸缩组件包括壳体及伸缩杆,所述壳体具有收容腔,所述伸缩杆在所述驱动电机和所述减速齿轮组件的协同作用下,可收容于所述收容腔内或伸出所述收容腔外。所述硬度感应器安装于所述伸缩杆伸出所述收容腔外的一端。所述数字显示控制面板与所述硬度感应器通讯连接,所述硬度感应器用于感测硬度并将感测到的硬度信息发送至所述数字显示控制面板,所述数字显示控制面板将所述硬度信息处理后显示出来。
2、优选地,还包括红外感应器及控制器,所述红外感应器及所述控制器通讯连接并安装于所述减速齿轮组件的一侧,所述红外感应器用于感测窑炉轨道上的匣钵,当感测到所述匣钵时,产生触发信号并发送至所述控制器,所述控制器根据所述触发信号控制所述驱动电机启动使所述伸缩杆伸出并进入所述匣钵内,所述硬度感应器感测所述匣钵内的烧结产品的硬度。
3、优选地,还包括计时器,安装于所述减速齿轮组件的一侧,所述计时器用于计算所述硬度感应器感测硬度的时间。
4、优选地,所述控制器还与所述计时器通讯连接,所述控制器根据所述触发信号控制所述计时器启动计时。
5、优选地,当所述计时器计时到预设时间时,所述控制器控制所述驱动电机再次启动使所述伸缩杆收缩回所述收容腔内,硬度感测完毕。
6、优选地,所述预设时间介于4~8s之间。
7、优选地,所述红外感应器安装于所述壳体外侧朝向所述窑炉轨道或者安装于所述驱动电机外侧朝向所述窑炉轨道;所述控制器安装于所述收容腔内;所述计时器安装于所述壳体表面。
8、还提供一种硬度自动检测方法,采用上述硬度自动检测装置,该方法包括如下步骤:s1、所述红外感应器持续监测轨道窑,当监测到有匣钵经过时,产生触发信号发送至所述控制器。
9、s2、所述控制器根据所述触发信号控制所述驱动电机启动,所述驱动电机驱动所述伸缩杆自所述收容腔伸出至所述轨道窑上的匣钵内。
10、s3、所述硬度感应器进行硬度检测,并将检测到的硬度信息发送至所述数字显示控制面板。
11、s4、所述数字显示控制面板将所述硬度信息处理后转化为具体的硬度数值并显示出来。
12、优选地,所述步骤s2中,所述控制器根据所述触发信号控制所述驱动电机开始工作的同时,控制所述计时器开始计时。
13、优选地,所述步骤s4还包括如下步骤:当所述计时器计算的时长达到预设时间时,产生检测完成信号,并发送至控制器,所述计时器停止计时;所述控制器根据检测完成信号控制所述驱动电机再次启动;所述驱动电机驱动所述伸缩杆收缩回所述收容腔内,硬度检测完毕。
14、本发明提供的硬度自动检测装置,将硬度感应器安装于电动推杆的伸缩杆顶端,借助可伸长的伸缩杆进入匣钵内感测烧结成品的硬度,并将感测到的硬度信息实时反馈到数字显示控制面板上,通过数字显示控制面板将烧结成品的硬度值实时显示出来,相对现有技术人工手动触碰感测而言,准确度更高,更安全,相对于现有技术测试压实密度的方式而言,可实时监控,更方便快捷。
技术特征:
1.一种硬度自动检测装置,其特征在于,包括:
2.如权利要求1所述的硬度自动检测装置,其特征在于,还包括红外感应器(400)及控制器,所述红外感应器(400)及所述控制器通讯连接并安装于所述减速齿轮组件(130)的一侧,所述红外感应器(400)用于感测窑炉轨道上的匣钵,当感测到所述匣钵时,产生触发信号并发送至所述控制器,所述控制器根据所述触发信号控制所述驱动电机(110)启动使所述伸缩杆(122)伸出并进入所述匣钵内,所述硬度感应器(200)感测所述匣钵内的烧结产品的硬度。
3.如权利要求2所述的硬度自动检测装置,其特征在于,还包括计时器(500),安装于所述减速齿轮组件(130)的一侧,所述计时器(500)用于计算所述硬度感应器(200)感测硬度的时间。
4.如权利要求3所述的硬度自动检测装置,其特征在于,所述控制器还与所述计时器(500)通讯连接,所述控制器根据所述触发信号控制所述计时器(500)启动计时。
5.如权利要求4所述的硬度自动检测装置,其特征在于,当所述计时器(500)计时到预设时间时,所述控制器控制所述驱动电机(110)再次启动使所述伸缩杆(122)收缩回所述收容腔内,硬度感测完毕。
6.如权利要求5所述的硬度自动检测装置,其特征在于,所述预设时间介于4~8s之间。
7.如权利要求3所述的硬度自动检测装置,其特征在于,所述红外感应器(400)安装于所述壳体(121)外侧朝向所述窑炉轨道或者安装于所述驱动电机(110)外侧朝向所述窑炉轨道;所述控制器安装于所述收容腔内;所述计时器(500)安装于所述壳体(121)表面。
8.一种硬度自动检测方法,采用如权利要求5所述的硬度自动检测装置,其特征在于,该方法包括如下步骤:
9.如权利要求8所述的方法,其特征在于,所述步骤s2中,所述控制器根据所述触发信号控制所述驱动电机(110)开始工作的同时,控制所述计时器(500)开始计时。
10.如权利要求9所述的方法,其特征在于,所述步骤s4还包括如下步骤:当所述计时器(500)计算的时长达到预设时间时,产生检测完成信号,并发送至控制器,所述计时器(500)停止计时;所述控制器根据检测完成信号控制所述驱动电机(110)再次启动;所述驱动电机(110)驱动所述伸缩杆(122)收缩回所述收容腔内,硬度检测完毕。
技术总结
本发明提供一种硬度自动检测装置,包括:电动推杆、硬度感应器及数字显示控制面板。所述电动推杆包括驱动电机、伸缩组件和减速齿轮组件,所述驱动电机和所述伸缩组件均安装于所述减速齿轮组件的一侧,所述伸缩组件包括壳体及伸缩杆,所述壳体具有收容腔,所述伸缩杆在所述驱动电机和所述减速齿轮组件的协同作用下,可收容于所述收容腔内或伸出所述收容腔外。所述硬度感应器安装于所述伸缩杆伸出所述收容腔外的一端。所述数字显示控制面板与所述硬度感应器通讯连接,所述硬度感应器用于感测硬度并将感测到的硬度信息发送至所述数字显示控制面板,所述数字显示控制面板将所述硬度信息处理后显示出来。还提供一种采用上述装置的硬度自动检测方法。
技术研发人员:黄伟,杨志宽,国立亮,敬旭东
受保护的技术使用者:四川锂源新材料有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!