一种蠕墨铸铁的制造试验方法与流程
本发明涉及蠕墨铸铁,尤其涉及一种蠕墨铸铁的制造试验方法。
背景技术:
1、蠕墨铸铁是具有片状和球状石墨之间的一种过渡形态的灰口铸铁,它是一种以力学性能和导热性能较好以及断面敏感性小为特征的新型工程结构材料,蠕铁的石墨介于片状和球状之间,蠕铁的石墨短而厚,端部较圆,形同蠕虫,在电子显微镜下观察蠕虫状石墨的三维形态可知,石墨的端部具有螺旋生长的明显特征,类似于球状的表面形态,但在石墨的枝干部分则又具有叠层状结构,类似于片状石墨,它的紧密程度也介于片状和球状之间,片状、蠕虫状、球状之间有个比例关系:片状石墨的长度l与厚度d之比即l:d>50;一般蠕虫状石墨l:d=2~10;球状石墨l:d≈1,蠕铁铸态基体组织以较高的铁素体含量(40%~50%或更高)为特征,但亦可加入珠光体稳定元素(如铜、锡、锑等),以获得铸态珠光体基体,其含量为70%左右,也可以采用正火处理方法获得珠光体基体;
2、在蠕墨铸铁的制造中,其具体性能往往需要后续的长期应用进行综合判断,目前尚未有专利文献能够全面地涵盖完整的蠕墨铸铁的制造试验工作,由此,如果能够构建一套蠕墨铸铁的制造试验方法,判断蠕墨铸铁的综合参数,对于完善蠕墨铸铁的制造以及质量控制具有重要意义,因此,本发明提出一种蠕墨铸铁的制造试验方法以解决现有技术中存在的问题。
技术实现思路
1、针对上述问题,本发明提出一种蠕墨铸铁的制造试验方法,该蠕墨铸铁的制造试验方法便于综合判断制造的蠕墨铸铁的性能,对于完善蠕墨铸铁的制造以及质量控制具有重要意义。
2、为实现本发明的目的,本发明通过以下技术方案实现:一种蠕墨铸铁的制造试验方法,包括以下步骤:
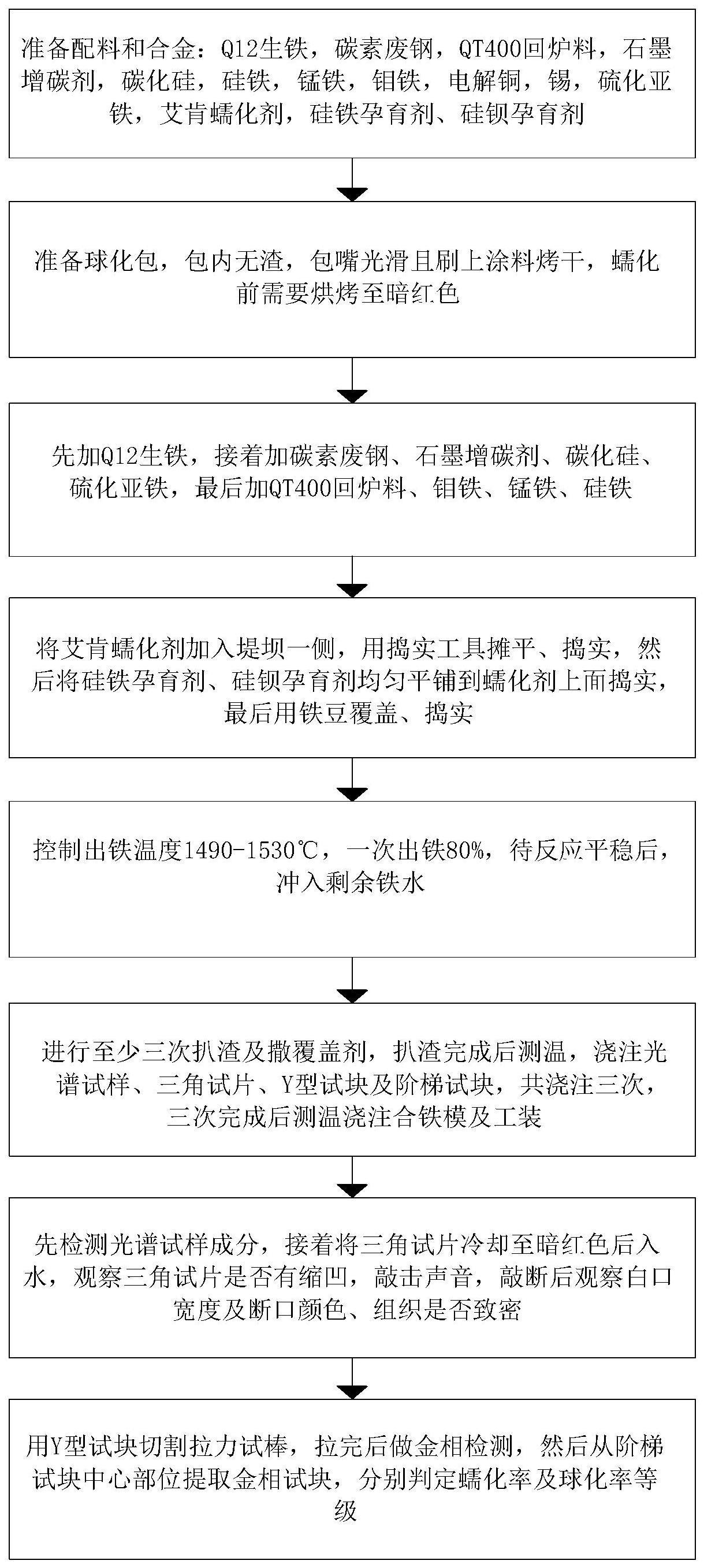
3、s1:按照如下质量比准备配料和合金:q12生铁,碳素废钢,qt400回炉料,石墨增碳剂,碳化硅,硅铁,锰铁,钼铁,电解铜,锡,硫化亚铁,艾肯蠕化剂,硅铁孕育剂、硅钡孕育剂;
4、s2:准备球化包,包内无渣,包嘴光滑且刷上涂料烤干,蠕化前需要烘烤至暗红色;
5、s3:先加q12生铁,接着加碳素废钢、石墨增碳剂、碳化硅、硫化亚铁,最后加qt400回炉料、钼铁、锰铁、硅铁;
6、s4:将艾肯蠕化剂加入堤坝一侧,用捣实工具摊平、捣实,然后将硅铁孕育剂、硅钡孕育剂均匀平铺到蠕化剂上面捣实,最后用铁豆覆盖、捣实;
7、s5:控制出铁温度1490-1530℃,一次出铁80%,待反应平稳后,冲入剩余铁水;
8、s6:进行至少三次扒渣及撒覆盖剂,扒渣完成后测温,浇注光谱试样、三角试片、y型试块及阶梯试块,共浇注三次,三次完成后测温浇注合铁模及工装;
9、s7:先检测光谱试样成分,接着将三角试片冷却至暗红色后入水,观察三角试片是否有缩凹,敲击声音,敲断后观察白口宽度及断口颜色、组织是否致密;
10、s8:用y型试块切割拉力试棒,拉完后做金相检测,然后从阶梯试块中心部位提取金相试块,分别判定蠕化率及球化率等级。
11、进一步改进在于:所述s1中,按照如下质量比准备配料和合金:q12生铁30%,碳素废钢30%,qt400回炉料40%,石墨增碳剂1%,碳化硅0.5%,硅铁0.13%,锰铁0.43%,钼铁0.27%,电解铜0.85%,锡0.065%,硫化亚铁0.014%,艾肯蠕化剂0.5%,硅铁孕育剂、硅钡孕育剂各0.2%。
12、进一步改进在于:所述s2中,蠕化前需要烘烤至暗红色,具体温度为600℃。
13、进一步改进在于:所述s3中,石墨增碳剂、碳化硅、硫化亚铁随碳素废钢一起加入,钼铁、锰铁、硅铁在qt400回炉料加完之前、剩余10-12%时加入。
14、进一步改进在于:所述s5中,出铁的过程中,控制出铁流不要冲到艾肯蠕化剂。
15、进一步改进在于:所述s6中,扒渣时,扒渣至铁水表面干净后撒上覆盖剂。
16、进一步改进在于:所述s6中,浇注三次,具体为:间隔2min,重复一次操作。
17、进一步改进在于:所述s6中,在所有的试块:三角试块、y型试块、阶梯试块的内腔刷上涂料并烤干。
18、进一步改进在于:所述s8中,阶梯试块上有多种厚度,分别从每种厚度的中心部位提取金相试块。
19、进一步改进在于:所述s8中,检测后,详细记录加料数量、加料顺序、熔炼温度、静止时间、出铁温度、蠕化反应状态、原铁液成分,浇注试样时间、浇注试样时温度,对应试样的光谱成分、拉力、金相、三角试片状态信息,对应阶梯试块不同厚度的金相蠕化率、球化率、珠光体含量。
20、本发明的有益效果为:
21、1、本发明以冲入法,处理铁水,等间隔测温,浇注光谱试样、三角试片、y型试块及阶梯试块,共浇注三次,接着检测光谱试样成分,将三角试片冷却至暗红色后入水,观察三角试片是否有缩凹,敲击声音,敲断后观察白口宽度及断口颜色、组织是否致密,将y型试块切割拉力试棒,拉完后做金相检测,对阶梯试块每种厚度的中心部位提取金相试块,分别判定蠕化率及球化率等级,有利于试验获得光谱成分、拉力、金相、三角试片状态信息,以及不同厚度的金相蠕化率、球化率、珠光体含量等信息,便于综合判断制造的蠕墨铸铁的性能,对于完善蠕墨铸铁的制造以及质量控制具有重要意义。
技术特征:
1.一种蠕墨铸铁的制造试验方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种蠕墨铸铁的制造试验方法,其特征在于:所述s1中,按照如下质量比准备配料和合金:q12生铁30%,碳素废钢30%,qt400回炉料40%,石墨增碳剂1%,碳化硅0.5%,硅铁0.13%,锰铁0.43%,钼铁0.27%,电解铜0.85%,锡0.065%,硫化亚铁0.014%,艾肯蠕化剂0.5%,硅铁孕育剂、硅钡孕育剂各0.2%。
3.根据权利要求1所述的一种蠕墨铸铁的制造试验方法,其特征在于:所述s2中,蠕化前需要烘烤至暗红色,具体温度为600℃。
4.根据权利要求1所述的一种蠕墨铸铁的制造试验方法,其特征在于:所述s3中,石墨增碳剂、碳化硅、硫化亚铁随碳素废钢一起加入,钼铁、锰铁、硅铁在qt400回炉料加完之前、剩余10-12%时加入。
5.根据权利要求1所述的一种蠕墨铸铁的制造试验方法,其特征在于:所述s5中,出铁的过程中,控制出铁流不要冲到艾肯蠕化剂。
6.根据权利要求1所述的一种蠕墨铸铁的制造试验方法,其特征在于:所述s6中,扒渣时,扒渣至铁水表面干净后撒上覆盖剂。
7.根据权利要求6所述的一种蠕墨铸铁的制造试验方法,其特征在于:所述s6中,浇注三次,具体为:间隔2min,重复一次操作。
8.根据权利要求7所述的一种蠕墨铸铁的制造试验方法,其特征在于:所述s6中,在所有的试块:三角试块、y型试块、阶梯试块的内腔刷上涂料并烤干。
9.根据权利要求1所述的一种蠕墨铸铁的制造试验方法,其特征在于:所述s8中,阶梯试块上有多种厚度,分别从每种厚度的中心部位提取金相试块。
10.根据权利要求9所述的一种蠕墨铸铁的制造试验方法,其特征在于:所述s8中,检测后,详细记录加料数量、加料顺序、熔炼温度、静止时间、出铁温度、蠕化反应状态、原铁液成分,浇注试样时间、浇注试样时温度,对应试样的光谱成分、拉力、金相、三角试片状态信息,对应阶梯试块不同厚度的金相蠕化率、球化率、珠光体含量。
技术总结
本发明提供了一种蠕墨铸铁的制造试验方法,涉及蠕墨铸铁技术领域,包括以下步骤:S1:按照如下质量比准备配料和合金:Q12生铁,碳素废钢,QT400回炉料,石墨增碳剂,碳化硅,硅铁,锰铁,钼铁,电解铜,锡,硫化亚铁,艾肯蠕化剂,硅铁孕育剂、硅钡孕育剂;本发明浇注光谱试样、三角试片、Y型试块及阶梯试块,检测光谱试样成分,将三角试片冷却至暗红色后入水,观察三角试片是否有缩凹,敲击声音,敲断后观察白口宽度及断口颜色、组织是否致密,将Y型试块切割拉力试棒,拉完后做金相检测,对阶梯试块每种厚度的中心部位提取金相试块,分别判定蠕化率及球化率等级,便于综合判断制造的蠕墨铸铁的性能,具有重要意义。
技术研发人员:王立波,于逸晨,刘江博闻,段戈扬,赵彬
受保护的技术使用者:康硕电气集团有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!