一种检测装置的制作方法
本发明涉及汽车制造领域,尤其涉及一种检测装置。
背景技术:
1、冲压件是靠压力机和模板对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件的成形加工方法。在汽车生产流水线上,如果某一个冲压件的尺寸误差过大导致装配困难,将会影响整条生产线的生产速度,因此必须对每一个零部件进行质量控制。而快速、准确判断零件尺寸、形状以及位置是否合格,最有效的工具就是检具,因此,冲压件的检测装置尤为重要。
2、目前,市场上冲压件检测装置仅能对常规的平板类冲压件或者形状规则的冲压件进行检测,对于一些结构形状比较复杂的零件则难以检测;而且在一次检测中对的检测角度有限,一般多为检测冲压件的厚度,其他方面还需要通过另外的检测装置进行检测,花费时间较长,检测效率较低。
技术实现思路
1、本发明的主要目的是提出一种检测装置,旨在解决检测冲压件检测效率低的问题。
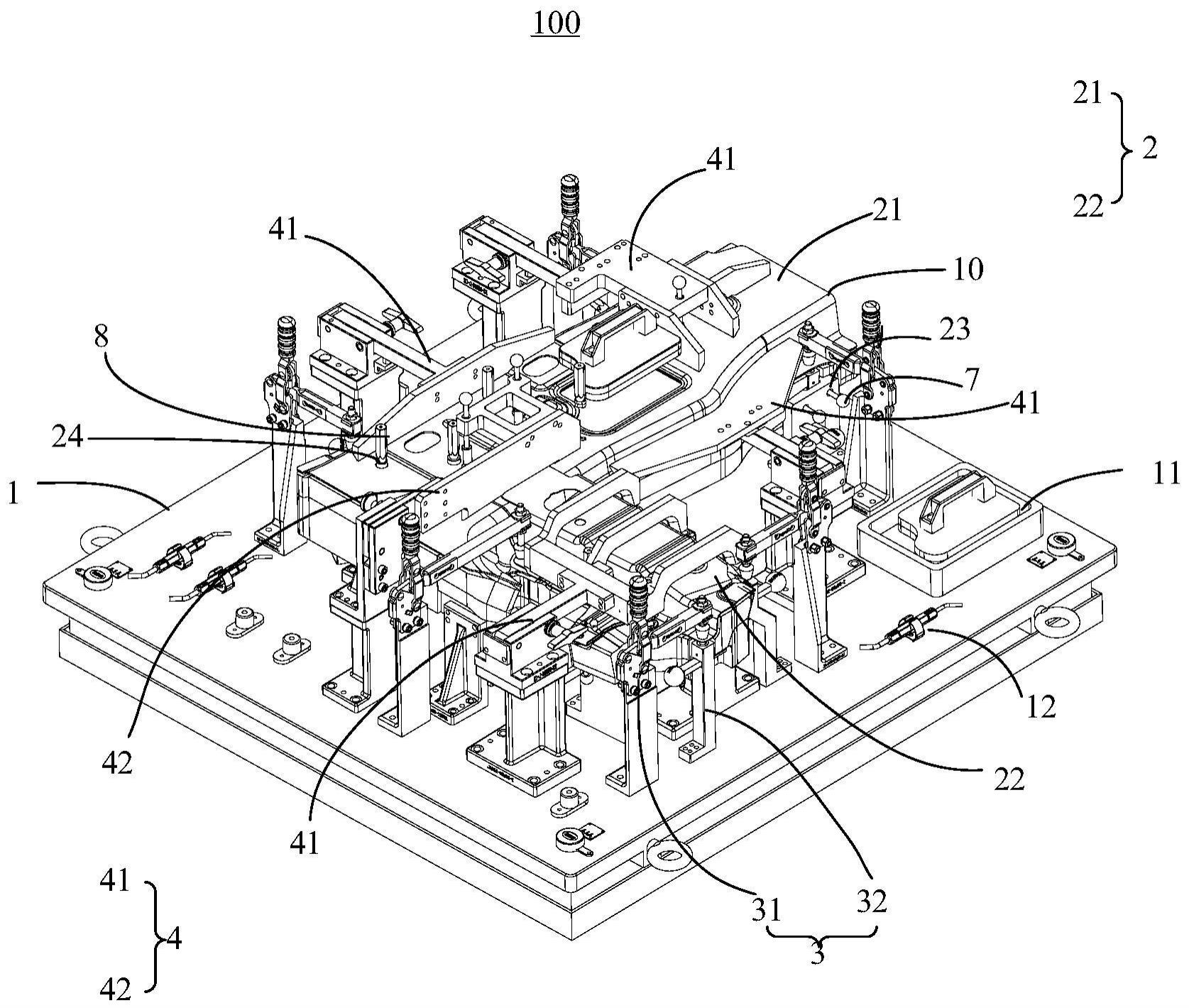
2、为实现上述目的,本发明提出的一种检测装置,用于对汽车冲压件检测,包括:
3、安装座;
4、检测台,位于所述安装座上,用于供冲压件放置,且所述检测台的外表面与冲压件表面轮廓相适配;
5、多个定位结构,安装于所述安装座,且沿所述检测台的周向间隔设置,用于固定冲压件,各所述定位结构具有用于压紧冲压件的压持状态以及用于松开冲压件的解压状态状态;以及
6、多个检测组件,安装于所述安装座,且沿所述检测台的周向间隔设置,多个所述检测组件与多个所述定位结构交错设置,各检测组件包括能够在上下方向摆动的检测部,所述检测部具有用于向下贴近冲压件表面的检测状态以及用于向上远离冲压件表面的抬起状态。
7、可选地,所述检测台包括第一检测台以及第二检测台,所述第一检测台与所述第二检测台按照所述冲压件形状呈夹角设置,所述第一检测台和所述第二检测台用于共同承载冲压件。
8、可选地,多个所述定位结构包括:快速夹钳,具有能够在上下摆动的压紧头,所述压紧头用于与冲压件的上表面接触;
9、辅助支撑结构,包括支座以及沿上下方向活动安装至所述支座的支撑块,所述支撑块与所述压紧头相对设置,所述支撑块的上端用于与冲压件的下表面接触,所述支座设于所述安装座,且位于所述快速夹钳朝向所述检测台的一侧。
10、可选地,所述支座的上端面开设有凹槽,所述凹槽的侧壁开设有连通外部的过孔;
11、所述支撑块活动穿设于所述凹槽内;
12、所述辅助支撑结构还包括:驱动杆,所述驱动杆上端面开设有通槽,以供所述支撑块穿设,所述驱动杆的上端面形成有两个水平面以及位于所述两个水平面之间的过渡面,所述两个水平面在上下方向错位设置,且沿所述驱动杆的延伸方向间隔,所述过渡面连接所述两个水平面且呈由上至下倾斜设置,所述驱动杆能够自所述过孔活动安装;
13、弹性件,位于所述驱动杆的下方,所述弹性件的上端与所述支撑块的下端面连接,所述支撑块的下端与所述凹槽的底部接触;
14、其中,在所述驱动杆的活动过程中,其中一个所述水平面与所述过孔的上边缘配合,以使得所述支撑块的上端抵紧冲压件或者与冲压件间隔。
15、可选地,多个所述检测组件包括第一检测组件,所述第一检测组件的检测部为第一检测部,所述第一检测部包括:第一活动臂,一端转动安装至所述安装座,另一端能够在上下方向摆动;
16、至少一个检测臂,设于所述第一活动臂的另一端,用于与冲压件表面轮廓相适配,以在所述检测状态时用于检测冲压件上端面轮廓度或者侧面轮廓度。
17、可选地,所述检测臂设有多个,多个所述检测臂并排设置,各所述检测臂形成有用于与冲压件端面弧度相适配的仿形通槽,以用于检测冲压件的表面弧度。
18、可选地,所述检测臂设有多个,多个所述检测臂的延伸方向呈相交设置,各所述检测臂与冲压件上端面对应的部位相适配,多个所述检测臂用于分别检测冲压件上端面不同位置的轮廓度。
19、可选地,多个所述检测组件包括第二检测组件,所述第二检测组件的检测部为第二检测部,所述第二检测部包括:第二活动臂,一端转动安装至所述安装座,另一端能够在上下向摆动;
20、多个安装孔,间隔设于所述第二活动臂上;以及,
21、多个螺柱检测组件,各螺柱检测组件包括依次连接的检测块及握持部,所述检测块穿过所述安装孔并沿上下方向活动,所述检测块的下端设有容置槽,所述容置槽的侧壁设有缺口,所述容置槽用于收容冲压件表面的螺柱。
22、可选地,各所述检测组件还包括:底座,所述底座的上端面设有固定槽,所述固定槽朝向所述检测台的侧壁呈贯通设置,所述固定槽的一侧壁开设螺纹孔,所述固定槽背离所述检测台的一侧供所述第一活动臂的一端转动安装;以及,
23、固定销,螺纹安装至所述螺纹孔,以能够在所述第一活动臂与所述固定槽的槽底叠合时抵紧所述第一活动臂的侧面。
24、可选地,所述检测台的侧面用于对应冲压件的多个螺母设置有多个通孔;
25、所述检测装置还包括多个螺母检测销,各所述螺母检测销用于穿过所述通孔以插入对应的冲压件螺母内,以检测冲压件的螺母的位置。
26、可选地,所述检测台的上端面用于对应冲压件的多个冲孔设置有多个配合孔;
27、所述检测装置还包括多个冲孔检测销,各所述冲孔检测销用于穿过所述配合孔以插入对应的冲压件多个冲孔内,以检测冲压件的冲孔的位置。
28、可选地,所述安装座上设有安装槽,所述安装槽与所述检测台间隔设置,用于收容异形孔检测量规。
29、可选地,所述安装座上设有多个安装卡扣,多个所述安装卡扣沿所述检测台周向设置,且与多个所述检测组件间隔,各所述安装卡扣用于安装止通规。
30、本发明提供的技术方案中,所述检测台的外表面与冲压件表面轮廓相适配,用以放置冲压件,如此,即使是形状不规则的冲压件也能够稳定的放置,不会在检测时乱晃。沿所述检测台周向间隔设置有多个所述定位结构,用于在不同的位置固定冲压件,使得冲压件更稳固地安置在所述检测台上,多个所述定位结构可以向下压持冲压件,也可以抬起松开冲压件,固定时方便调节,易于操作。沿所述检测台周向间隔设置有多个检测组件,多个所述检测组件与多个所述定位结构交错设置,避免干扰,各检测组件包括在上下方向摆动的检测部,当所述检测部向下贴近冲压件表面时,可以对冲压件进行检测;当所述检测部向上远离冲压件时,可以抬起暂时不检测,操作简便,提高检测效率。
技术特征:
1.一种检测装置,用于对汽车冲压件检测,其特征在于,所述检测装置包括:
2.如权利要求1所述的检测装置,其特征在于,所述检测台包括第一检测台以及第二检测台,所述第一检测台与所述第二检测台按照所述冲压件形状呈夹角设置,所述第一检测台和所述第二检测台用于共同承载冲压件。
3.如权利要求1所述的检测装置,其特征在于,多个所述定位结构包括:快速夹钳,具有能够在上下摆动的压紧头,所述压紧头用于与冲压件的上表面接触;
4.如权利要求3所述的检测装置,其特征在于,所述支座的上端面开设有凹槽,所述凹槽的侧壁开设有连通外部的过孔;
5.如权利要求1所述的检测装置,其特征在于,多个所述检测组件包括第一检测组件,所述第一检测组件的检测部为第一检测部,所述第一检测部包括:
6.如权利要求5所述的检测装置,其特征在于,所述检测臂设有多个,多个所述检测臂并排设置,各所述检测臂形成有用于与冲压件端面弧度相适配的仿形通槽,以用于检测冲压件的表面弧度。
7.如权利要求5所述的检测装置,其特征在于,所述检测臂设有多个,多个所述检测臂的延伸方向呈相交设置,各所述检测臂与冲压件上端面对应的部位相适配,多个所述检测臂用于分别检测冲压件上端面不同位置的轮廓度。
8.如权利要求1所述的检测装置,其特征在于,多个所述检测组件包括第二检测组件,所述第二检测组件的检测部为第二检测部,所述第二检测部包括:
9.如权利要求5所述的检测装置,其特征在于,各所述检测组件还包括:
10.如权利要求1所述的检测装置,其特征在于,所述检测台的侧面用于对应冲压件的多个螺母设置有多个通孔;
技术总结
本发明公开一种检测装置,用于对汽车冲压件进行检测,所述检测装置包括安装座、检测台、多个定位结构以及多个检测组件。所述检测台位于所述安装座上,其外表面与冲压件表面轮廓相适配,用于放置所述冲压件;多个所述定位结构安装于所述安装座,沿所述检测台的周向间隔设置,用于固定冲压件,具有用于压紧冲压件的压持状态以及用于松开冲压件的解压状态状态;多个所述检测组件安装于所述安装座,沿所述检测台的周向间隔设置,于多个所述定位结构交错设置,用于对冲压件进行检测,具有用于向下贴近冲压件表面的检测状态以及用于向上远离冲压件表面的抬起状态。本发明解决了检测冲压件检测效率低的问题。
技术研发人员:易勇,王周枫
受保护的技术使用者:武汉云鹤汽车座椅有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!