一种活塞内销座位置度快速检测装置及方法与流程
本发明涉及活塞生产检测,尤其提供了一种活塞内销座位置度快速检测装置及方法。
背景技术:
1、随着发动机性能的提升,对活塞的技术要求日益苛刻,其中活塞毛坯内销座位置是重点关注的问题,在铸造生产中,较差的生产环境及人员素质的良莠不齐,活塞毛坯尺寸易发生变化且不能及时发现,由于模具的配合长时间的使用磨损,铸造机设备的间隙,活塞毛坯的内销座位置有可能发生变化,在发动机运行过程中会出现干涉现象,从而影响发动机的性能,甚至损坏发动机。
2、铸造车间生产量大,对于各种型号规格的活塞毛坯需做到实时监测,避免出现批量不良,减少公司损失。目前,活塞件在生产中的检测依赖三坐标检测设备的检测,但三坐标测量速度慢,不能及时检测和发现问题,这就需要一个能快速检测分析的系统代替三坐标,及时检测并并指导生产调整,因此,亟需开发一种快速检测装置。
技术实现思路
1、针对现有技术的活塞件采用三坐标检测方式速度满、操作不变等技术问题,本发明提供了一种活塞件销座位置度快速检测装置,以替代三坐标的检测方式,实现活塞件的活塞内销座位置度的快速、准确检测,及时发现质量问题。
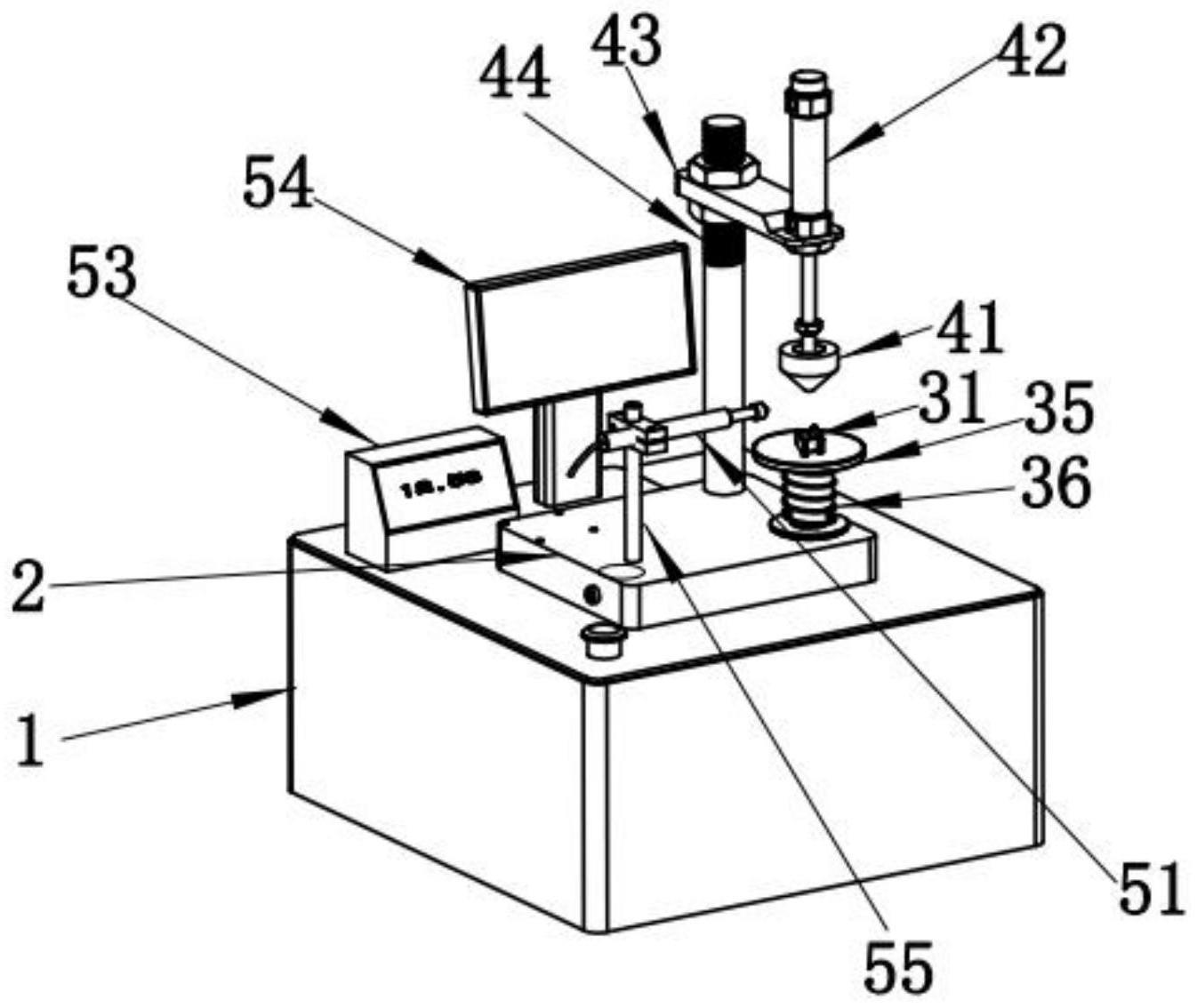
2、为了达到上述目的,第一方面,本发明提供了一种活塞内销座位置度快速检测装置,包括台架、底座、支撑旋转机构、压紧机构和检测机构;所述支撑旋转机构包括定位支撑件、支撑台和伺服电机,所述定位支撑件与标准尺寸的活塞件的内销座拔模斜面形状适配,连接在定位支撑件下端的中心转轴与伺服电机驱动连接,所述支撑台活动设置在定位支撑件底部并通过弹性滑套支撑;所述压紧机构包括圆锥压头和压紧气缸,所述圆锥压头的尖端朝下设置并与所述定位支撑件竖向相对,所述压紧气缸与圆锥压头驱动连接;
3、所述检测机构包括径向数字传感器探头、分析模块、数据显示仪和显示器,所述径向数字传感器探头与分析模块输入连接,所述数据显示仪和显示器分别与分析模块输出连接,所述径向数字传感器探头的探测端朝向活塞件的外圆面伸出并用于检测活塞件的外圆面的外径值。
4、在一些优选的技术方案中,所述支撑台活动套设在中心转轴上端,所述支撑台与中心转轴间隙配合,所述弹性滑套套设在中心转轴外。
5、在一些优选的技术方案中,所述弹性滑套包括滑动套装连接的上套体和下套体,所述下套体连接在底座上,所述支撑台设置在上套体上,所述下套体和上套体之间设置有支撑弹簧。
6、在一些优选的技术方案中,所述中心转轴包括同轴布置的大圆柱段和小圆柱段,所述弹性滑套内设置有与所述大圆柱段和小圆柱端分别滑动适配的大圆孔段和小圆孔段,所述小圆柱段中间通过轴承支撑在底座上,所述伺服电机与所述小圆柱段下端驱动连接。
7、在一些优选的技术方案中,所述压紧气缸设置在压紧气缸支撑座上,所述压紧气缸支撑座包括压紧气缸安装板和立柱,所述压紧气缸安装板后端连接在所述立柱上而呈悬臂结构,所述压紧气缸安装在所述悬臂结构的前端。
8、在一些优选的技术方案中,所述立柱的上端设置有连接螺纹,所述压紧气缸安装板套装在所述立柱上端,所述连接螺纹设置有用于支撑压紧气缸安装板上表面的上定位螺母以及用于支撑压紧气缸安装板下表面的下定位螺母。
9、在一些优选的技术方案中,所述压紧气缸的下端连接有小轴头,所述圆锥压头的后端镶嵌有轴承,所述小轴头安装在轴承的内孔内。
10、在一些优选的技术方案中,所述检测机构还包括轴向数字传感器探头,所述轴向数字传感器探头的探测端朝向活塞件的顶面圆心以外的区域伸出并用于检测活塞件的顶面的高度值。
11、为了达到上述目的,第二方面,本发明提供了一种活塞内销座位置度快速检测方法,使用所述的检测装置对活塞内销座位置度检测,包括:活塞件放置在支撑台上,定位支撑件对活塞件的内销座定位支撑,压紧气缸驱动圆锥压头对活塞件的顶面压紧;伺服电机驱动定位支撑件转动,带动活塞件周向转动,径向数字传感器探头测量活塞件在转动过程中各周向角度的圆面对应的外径值;分析模块收集各周向角度的外径值并分析不同周向角度外径值的变化,根据不同周向角度的外径值是否超出设定值判定活塞内销座位置度是否不合格;数据显示仪实时输出活塞件各周向角度的外径值;显示器显示分析模块的分析结果。
12、在一些优选的技术方案中,所述的活塞内销座位置度快速检测方法,所述检测机构还包括轴向数字传感器探头,所述轴向数字传感器探头的探测端朝向活塞件的顶面圆心以外的区域伸出;
13、在活塞件周向转动过程中,所述径向数字传感器探头检测活塞件各周向角度圆面对应的外径值a,所述轴向数字传感器探头检测各周向角度的活塞件顶面的圆心以外的区域的高度值b;
14、分析模块收集外径值a和高度值b,结合不同周向角度的外径值a的变化及高度值b的变化,判定活塞内销座位置度不合格类型;
15、数据显示仪实时输出活塞件各周向角度的外径值a和高度值b;显示器显示分析模块的分析结果。
16、有益效果:本发明提供的活塞内销座位置度快速检测装置及方法,活塞件通过支撑旋转机构及压紧机构快速定位、旋转,通过检测机构的数字传感器探头对活塞件外圆面进行检测,判断活塞件的内销座拔模斜面的位置度是否符合要求,能够替代传统的三坐标检测设备及检测方式,具有检测速度快、检测准确的特点,有效提高了检测效率和检测质量,能够填补铸造车间生产活塞件中的检测不足,加快活塞件检测分析速度,提高现场能力,有利于快速检测分析铸造生产中的质量情况,及时发现生产中的质量问题。
技术特征:
1.一种活塞内销座位置度快速检测装置,其特征在于:
2.根据权利要求1所述的活塞内销座位置度快速检测装置,其特征在于:所述支撑台(35)活动套设在中心转轴(32)上端,所述支撑台(35)与中心转轴(32)间隙配合,所述弹性滑套(36)套设在中心转轴(32)外。
3.根据权利要求1所述的活塞内销座位置度快速检测装置,其特征在于:所述弹性滑套(36)包括滑动套装连接的上套体和下套体,所述下套体连接在底座(2)上,所述支撑台(35)设置在上套体上,所述下套体和上套体之间设置有支撑弹簧。
4.根据权利要求1或2或3所述的活塞内销座位置度快速检测装置,其特征在于:所述中心转轴(32)包括同轴布置的大圆柱段和小圆柱段,所述弹性滑套(36)内设置有与所述大圆柱段和小圆柱端分别滑动适配的大圆孔段和小圆孔段,所述小圆柱段中间通过轴承支撑在底座(2)上,所述伺服电机(33)与所述小圆柱段下端驱动连接。
5.根据权利要求1所述的活塞内销座位置度快速检测装置,其特征在于:所述压紧气缸(42)设置在压紧气缸支撑座(43)上,所述压紧气缸支撑座(43)包括压紧气缸(42)安装板和立柱(44),所述压紧气缸(42)安装板后端连接在所述立柱(44)上而呈悬臂结构,所述压紧气缸(42)安装在所述悬臂结构的前端。
6.根据权利要求5所述的活塞内销座位置度快速检测装置,其特征在于:所述立柱(44)的上端设置有连接螺纹,所述压紧气缸(42)安装板套装在所述立柱(44)上端,所述连接螺纹设置有用于支撑压紧气缸(42)安装板上表面的上定位螺母以及用于支撑压紧气缸(42)安装板下表面的下定位螺母。
7.根据权利要求1或5或6所述的活塞内销座位置度快速检测装置,其特征在于:所述压紧气缸(42)的下端连接有小轴头,所述圆锥压头(41)的后端镶嵌有轴承,所述小轴头安装在轴承的内孔内。
8.据权利要求1所述的活塞内销座位置度快速检测装置,其特征在于:所述检测机构还包括轴向数字传感器探头(56),所述轴向数字传感器探头(56)的探测端朝向活塞件(6)的顶面圆心以外的区域伸出并用于检测活塞件(6)的顶面的高度值。
9.一种活塞内销座位置度快速检测方法,使用权利要求1至8任一项所述的检测装置对活塞内销座位置度检测,其特征在于:
10.根据权利要求9所述的活塞内销座位置度快速检测方法,所述检测机构还包括轴向数字传感器探头(56),所述轴向数字传感器探头(56)的探测端朝向活塞件(6)的顶面圆心以外的区域伸出,其特征在于:
技术总结
本发明提供了一种活塞内销座位置度快速检测装置及方法,支撑旋转机构的定位支撑件与标准尺寸的活塞件的内销座拔模斜面形状适配,连接在定位支撑件下端的中心转轴通过底座支撑并与伺服电机驱动连接,支撑台通过弹性滑套支撑,压紧机构的圆锥压头的尖端朝下设置并与定位支撑件竖向相对,压紧气缸与圆锥压头驱动连接,活塞件通过支撑旋转机构及压紧机构快速定位、旋转,检测机构的径向数字传感器探头检测活塞外圆面,以快速判断活塞件的内销座拔模斜面是否准确。使用这种检测装置及方法,能够有效提高检测活塞件内销座位置度的检测效率和质量。
技术研发人员:张文,徐磊,王刚,苗庆,赵龙,宁虎,孙刚
受保护的技术使用者:山东振挺精工活塞有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!