一种获得准确奥氏体晶粒尺寸的热模拟方法与流程
本发明属于金属材料热加工物理模拟试验,涉及一种在热模拟mms-200试验机上进行热处理试验时,试样在保温阶段不会出现中部鼓包的方法。
背景技术:
1、利用热模拟试验机进行热处理试验,通常是将钢加热到 ac1温度以上、 ac3温度以下进行奥氏体化。其中, ac1为加热时珠光体转变为奥氏体的温度, ac3为加热时铁素体转变为奥氏体的温度。然后在冷却时实现奥氏体向铁素体、珠光体、贝氏体和马氏体转变的过程。而实际生产中,钢在加热炉的加热温度均在一千度以上,钢经奥氏体化后,其奥氏体晶粒变大,对后继轧制和组织转变有着重要影响。因此,研究钢在高温加热和长时间保温过程中的奥氏体晶粒长大倾向,可以为制定轧制工艺和热处理工艺提供重要依据。
2、中国的钢铁企业,目前普遍以东北大学生产的mms-200热模拟试验机为试验设备。在实际操作中,为使钢的奥氏体化更充分,通常设置较高的加热温度和较长的保温时间,试验进入保温阶段时,试样中部位置容易出现鼓包现象,在这种情况下测得的奥氏体晶粒尺寸具有不准确性,给实验造成困难。
3、为此,急需探索一种方法,避免试样在保温过程中出现鼓包现象,以便获得准确的奥氏体晶粒尺寸进行后续的研究工作。
技术实现思路
1、本发明的目的是提供一种获得准确奥氏体晶粒尺寸的热模拟方法。试样在热模拟mms-200试验机上进行热处理试验时,在保温过程中,能避免因加热温度过高或保温时间过长导致试样中部位置出现鼓包情况,从而获得准确奥氏体晶粒尺寸,进行奥氏体晶粒度评级。
2、本发明的技术方案:
3、一种获得准确奥氏体晶粒尺寸的热模拟方法,包括以下步骤:
4、(1)将试样加工成规格为φ8×15mm的圆柱试样,试样表面粗糙度ra≤3.2um;
5、(2)用砂纸打磨试样中部,使其呈现金属光泽,将正负极热电偶丝用点焊机焊接在试样1/2位置;根据峰值温度的不同选择合适的热电偶,峰值温度≤1250℃时,使用镍铬-镍铝热电偶,热电偶类型选择tk1;峰值温度>1250℃时,使用铂铑-铂热电偶,热电偶类型选择tk4;
6、(3)安装试样前,启动空气压缩机,然后打开操作箱,将固定轴的气缸挡位调至“压缩”挡位,点动按扭,使固定轴移至被压缩限位,用移动轴气缸调整移动轴位置,使左右两端夹具之间的距离略小于试样长度;安装试样时,将移动轴的气缸挡位调至“压缩”挡位,点动按扭,使试样两端能被夹具稳固夹持;试样安装好后,关闭操作箱;
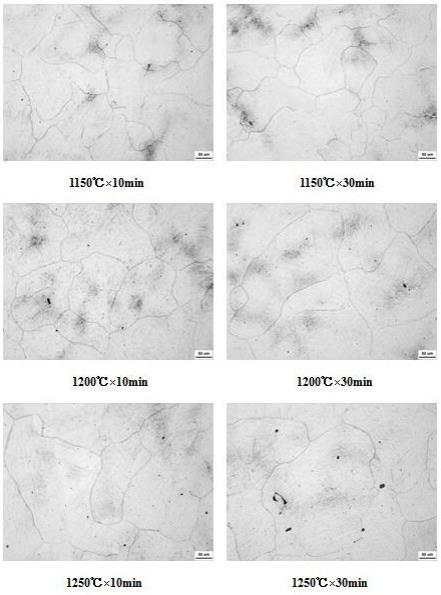
7、(4)设定试验条件:将试样以5℃/s的速度加热到1150℃、1200℃、1250℃,分别保温10min、30min后再淬火;
8、(5)启动总系统,开启循环水泵和真空泵,抽真空至一两分钟后关闭真空泵,充入保护气体氩气,开始进行试验;
9、(6)实验过程中,观察试样的中部位置:试验进入加热阶段,将移动轴气缸挡位调至“压缩”挡位;试验进入保温阶段,将移动轴气缸挡从“压缩”挡位调至“不受力”挡位;试验进入冷却阶段,将移动轴的气缸挡从“不受力”挡位调至“压缩”挡位;
10、(7)观察热模拟试样的奥氏体晶粒形貌,进行奥氏体晶粒度评级。
11、本发明的有益效果:本发明在mms-200试验机上进行热处理试验,在试样的加热阶段、保温阶段、冷却阶段,依靠仪器自身冷却系统和气动系统的配合,通过手动调节移动轴气缸挡位,有效解决了因加热温度过高或保温时间过长,导致试样中部位置的鼓包现象。不同于现阶段仅依靠电脑通过系统操作界面输入参数来进行实验,忽略了试样中部位置的鼓包现象。相比之下,本发明可以有效避免试样在加热过程中的掉落情况;避免因高温加热和长时间保温过程中,试样中部位置出现的鼓包现象,从而获得准确的奥氏体晶粒尺寸。
技术特征:
1.一种获得准确奥氏体晶粒尺寸的热模拟方法,其特征在于包括以下步骤:
技术总结
本发明公开了一种获得准确奥氏体晶粒尺寸的热模拟方法,该方法是在MMS‑200试验机上进行热处理试验,在试样的加热阶段、保温阶段、冷却阶段,依靠仪器自身冷却系统和气动系统的配合,通过手动调节移动轴气缸挡位,有效解决了因加热温度过高或保温时间过长,导致试样中部位置的鼓包现象。不同于现阶段仅依靠电脑通过系统操作界面输入参数来进行实验,忽略了试样中部位置的鼓包现象。相比之下,本发明可以有效避免试样在加热过程中的掉落情况;避免因高温加热和长时间保温过程中,试样中部位置出现的鼓包现象,从而获得准确的奥氏体晶粒尺寸。
技术研发人员:丁兴艳,高擎,周文浩,田志国,彭宁琦,曹波,邢耀进,汪贺模,袁桥军
受保护的技术使用者:湖南华菱湘潭钢铁有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!