零件的检测装置的制作方法
本发明涉及机械,具体涉及一种零件的检测装置。
背景技术:
1、随着检验技术的发展,对于零件的检测要求越来越高。
2、目前,零件的检测装置大多只能对零件进行一个角度的检测,导致检测效果差,达不到零件的检测要求。
技术实现思路
1、本发明为解决上述技术问题,提供了一种零件的检测装置。
2、本发明采用的技术方案如下:
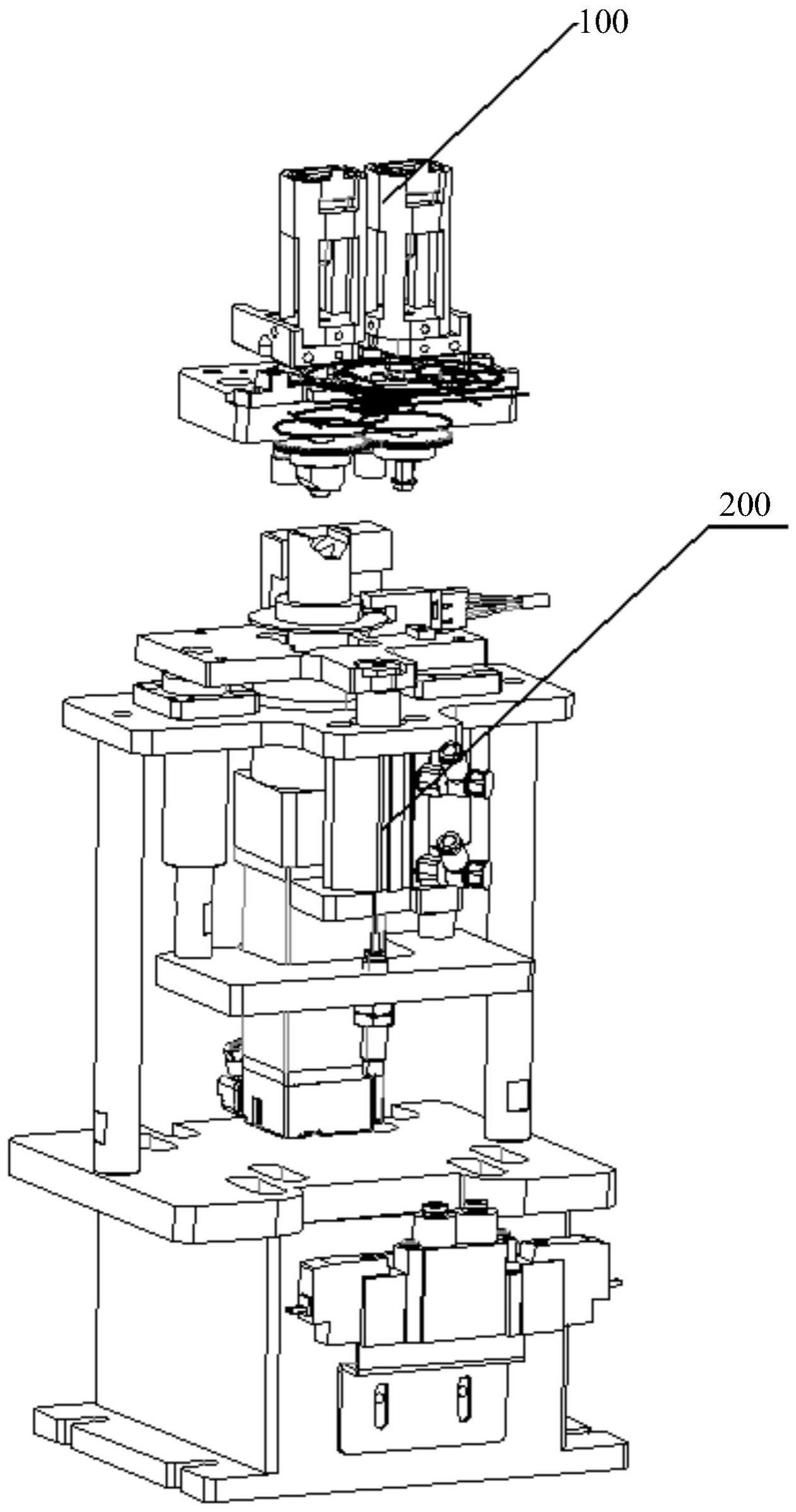
3、本发明第一方面实施例提出了一种零件的检测装置,包括:x-ray成像系统,所述x-ray成像系统用于在检测工位到达指定位置后进行零件的第一角度检测,所述零件放置在检测工位上的治具内;旋转定位组件,所述旋转定位组件包括旋转座和旋转定位座,所述治具定位安装在所述旋转定位座中,所述旋转定位座用于定位所述零件;顶升旋转组件,所述顶升旋转组件包括气缸和第一旋转轴,所述气缸用于在所述零件进行第一角度检测后顶升至预设位置,以使所述第一旋转轴与所述旋转座配合,第一旋转轴用于带动所述旋转定位组件旋转预设角度,所述气缸还用于所述旋转定位组件旋转预设角度后下降;所述x-ray成像系统还用于所述旋转定位组件旋转预设角度后进行所述零件的第二角度检测;顶升旋转组件还用于在所述零件完成第二角度检测后气缸顶升至预设位置,第一旋转轴带动所述旋转定位组件逆旋转预设角度,以使所述旋转定位组件复位,以及在所述旋转定位组件复位完成后所述气缸下降,以使所述顶升旋转组件复位。
4、本发明上述提出的零件的检测装置还具有如下附加技术特征:
5、根据本发明的一个实施例,所述治具包括两个。
6、根据本发明的一个实施例,所述旋转定位组件还包括:旋转座底板;双列角接触轴承,所述角接触轴承并列安装在所述旋转座底板的轴承空位中,所述角接触轴承上端采用内六角平圆头螺钉或者轴承压板压住轴承外圈;第二旋转轴,所述第二旋转轴穿过所述角接触轴承,并套有限位环,利用锁紧螺母将所述第二旋转轴与轴承锁紧,所述第二旋转轴的底部套有齿轮,齿轮两两啮合,所述旋转定位座套于所述第二旋转轴的上方;所述旋转定位座上设计定位孔,用于旋转预设角度后与柱塞调节块上的柱塞进行销孔定位,以确认旋转后的角度定位,所述柱塞调节块允许0-3度的角度调节,所述旋转定位座上设计定位槽孔,用于检测工装在原始位置与定位轴的定位配合,保证原始位置的准确;所述定位轴套在无油衬套上,所述无油衬套套在所述旋转座底板上。
7、根据本发明的一个实施例,所述顶升旋转组件包括:顶升座,所述顶升座用于安装电磁阀;第一顶升底板和第二顶升底板,所述第一顶升底板和第二顶升底板通过顶升轴连接成整体,并安装在所述顶升座上,所述第一顶升底板上套有直线轴承;导向轴,所述导向轴通过所述直线轴承,所述导向轴的顶部装有聚氨酯材料的缓冲垫,所述导向轴的底部连限位板,所述限位板上装有缓冲器;所述气缸安装在所述第一顶升底板上,所述气缸底部连接限位底板,所述气缸顶部通过气缸接头连接安装板,所述气缸伸出时带动安装板一起上升;电机,所述电机安装在所述安装板上,所述电机用于带动工位旋转;所述第一旋转轴套于所述电机的轴,所述电机轴上还套有感应片,所述感应片用于与感应器配合实现旋转角度的到位感应;垫板,所述垫板设置在所述安装板上,垫板用于所述气缸顶升时顶起所述定位轴。
8、根据本发明的一个实施例,所述检测工位为双工位。
9、根据本发明的一个实施例,所述治具为柱状形状。
10、根据本发明的一个实施例,所述预设角度为90°。
11、本发明的有益效果:
12、本发明可以对零件实现多角度旋转定位检测,在检测完毕后复位到原先位置,从而可以提高检测效果,实现检测工位的连续性检测,检测效率高,且定位准确。
技术特征:
1.一种零件的检测装置,其特征在于,包括:
2.根据权利要求1所述的零件的检测装置,其特征在于,所述治具包括两个。
3.根据权利要求2所述的零件的检测装置,其特征在于,所述旋转定位组件还包括:
4.根据权利要求3所述的零件的检测装置,其特征在于,所述顶升旋转组件包括:
5.根据权利要求1所述的零件的检测装置,其特征在于,所述检测工位为双工位。
6.根据权利要求1所述的零件的检测装置,其特征在于,所述治具为柱状形状。
7.根据权利要求1所述的零件的检测装置,其特征在于,所述预设角度为90°。
技术总结
本发明提供一种零件的检测装置,包括:X‑ray成像系统,用于在零件到达检测工位后进行第一角度检测;旋转定位组件,包括旋转座和旋转定位座;顶升旋转组件,包括气缸和第一旋转轴,气缸用于在零件进行第一角度检测后顶升至预设位置,以使第一旋转轴与旋转座配合,第一旋转轴带动旋转定位组件旋转预设角度;X‑ray成像系统还用于进行零件的第二角度检测;旋转定位组件还用于在零件完成第二角度检测后气缸顶升至预设位置,第一旋转轴带动旋转定位组件逆旋转预设角度,以使旋转定位组件、顶升旋转组件复位。本发明可以对零件实现多角度旋转定位检测,在检测完毕后复位到原先位置,从而可实现检测工位的连续性检测,检测效率高,且定位准确。
技术研发人员:阚仁峰,朱海涛,杨雁清
受保护的技术使用者:无锡日联科技股份有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!