一种柔性电检的制作方法
本发明属于传感器,具体公开了一种柔性电检。
背景技术:
1、焊接自动化中很重要的一环是信号反馈,目前汽车焊接车间大量使用电检(接近开关)来检测零件,然而电检检测不良和电检损坏,是工厂的一大痛点,既影响了生产效率,又增加了备件费用。
2、现有电检(如广泛使用的图尔克品牌的m8电检,检测距离为2mm)调试安装时,如果离零件距离为1mm,零件稍微有些翘边(超过1mm),那电检距翘边处就超过2mm,会因检测不到零件而导致自动化暂停;如果现场技术员调整电检至与翘边处1mm,那么正常不翘边的零件与电检的距离就为0,相当于电检与零件接触,甚至过接触,就会损坏电检,也使得零件变形,产生质量问题。
3、电检的检测有效距离与被检测物的面积有关系,当被检测物的有效面积小于电检的横截面积时,检测距离大大下降,当检测螺钉标准件时,螺钉的横截面积大约为电检横截面积的十分之一,实际有效检测距离小于1mm,螺钉在焊接时,并不一定会完全和板件垂直,当螺钉有倾斜角度时,螺钉与电检的距离就会变远,超过电检的检测距离,造成自动化停止,如果将电检距离调近,同样会损坏电检,导致零件变形出现质量问题。
技术实现思路
1、为解决背景技术中的问题,本发明提供一种柔性电检,具体技术方案如下:
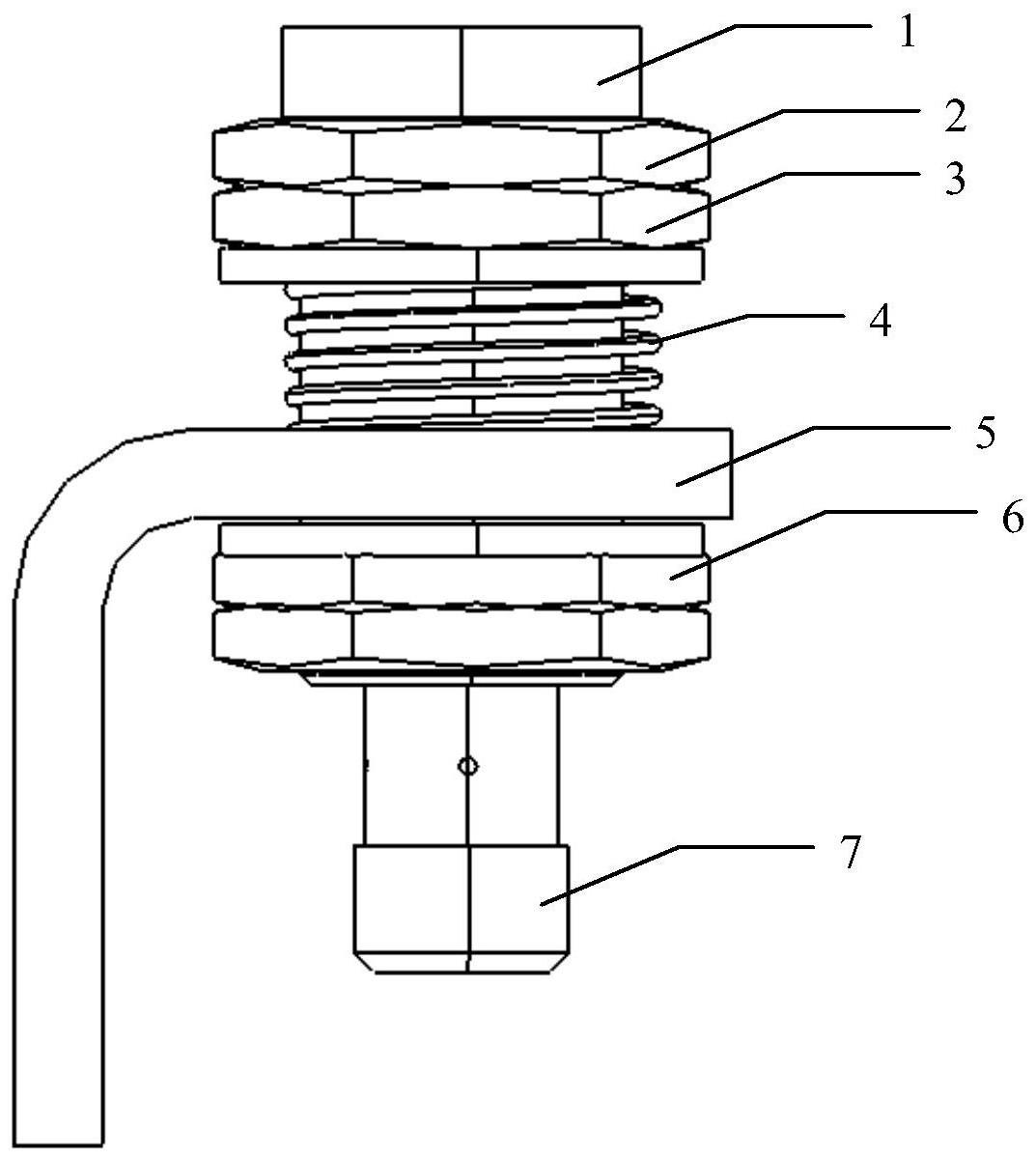
2、一种柔性电检,包括圆柱形的感应器、板状支架、支架前螺母、支架后螺母,所述感应器沿轴向设置有一段与所述支架前螺母、支架后螺母螺接的螺柱,所述板状支架位于支架前螺母、支架后螺母之间,设置有圆孔,所述圆孔直径大于螺柱直径0.5-1mm,且与所述螺柱同轴,所述螺柱穿过所述圆孔,所述支架前螺母较支架后螺母离所述感应器的检测头更近,还包括套设于所述检测头外的探头护套以及套设于所述螺柱外,两端分别抵接所述支架前螺母和板状支架的弹簧,所述弹簧的内径大于所述螺柱直径1mm,线径1mm。
3、在确保电检能在有效距离内感知零件信息的前提下,通过设置弹簧及探头护套,避免了检测头和零件有可能因过接触而引发的刚性碰撞,减少了电检和零件的损坏。
4、优选的,在所述感应器的轴向上位于所述支架前螺母、支架后螺母之外的螺柱段外套设有锁紧螺母。
5、这就避免了由于接触、振动导致的螺母松动,确保弹簧两端可靠的接触。
6、优选的,所述探头护套的厚度为0.5-1mm。
7、这个厚度既保证了接触过程中必要的缓冲,也能保证探头距零件的距离在2mm的检测距离之内。
8、优选的,所述板状支架在距所述圆孔的圆心超过所述支架后螺母的外廓半径2mm处向所述检测头相反的方向90°折弯。
9、这能够保证支架的刚性,减少因支架弹性引起电检发生的轴向位移,从而保证准确的探测距离。
10、相对于现有技术,本发明产生以下有益效果:
11、减少车间生产停工时间,每个月减少约1000分钟;
12、减少电检异常损坏率,每年能节省备件费用约10万元;
13、结构及安装方式较常规电检只有少量改动,不增加额外空间体积,故能在有限的安装空间中实施。
14、能保护焊接零件的产品质量,零件不会因为与电检刚性接触而变形;
15、弥补了电检在被检测物小于电检检测横接面积时,检测的有效距离低于实际距离导致的高频检测不良的缺陷。
技术特征:
1.一种柔性电检,包括圆柱形的感应器(7)、板状支架(5)、支架前螺母(3)、支架后螺母(6),所述感应器(7)沿轴向设置有一段与所述支架前螺母(3)、支架后螺母(6)螺接的螺柱,所述板状支架(5)位于支架前螺母(3)、支架后螺母(6)之间,设置有圆孔,所述圆孔直径大于螺柱直径0.5-1mm,且与所述螺柱同轴,所述螺柱穿过所述圆孔,所述支架前螺母(3)较支架后螺母(6)离所述感应器(7)的检测头更近,其特征在于,还包括套设于所述检测头外的探头护套(1)以及套设于所述螺柱外,两端分别抵接所述支架前螺母(3)和板状支架(5)的弹簧(4),所述弹簧(4)的内径大于所述螺柱直径1mm,线径1mm。
2.如权利要求1所述的一种柔性电检,其特征为:在所述感应器(7)的轴向上位于所述支架前螺母(3)、支架后螺母(6)之外的螺柱段外套设有锁紧螺母(2)。
3.如权利要求2所述的一种柔性电检,其特征为:所述探头护套(1)的厚度为0.5-1mm。
4.如权利要求3所述的一种柔性电检,其特征为:所述板状支架(5)在距所述圆孔的圆心超过所述支架后螺母(6)的外廓半径2mm处向所述检测头相反的方向90°折弯。
技术总结
本发明属于传感器技术领域,公开了一种柔性电检。通过设置弹簧及探头护套,避免了检测头和零件有可能因过接触而引发的刚性碰撞,减少了电检和零件的损坏。适用于有翘边或小尺寸零件的检测。
技术研发人员:朱剑波,王丹,吴强,刘晨轩
受保护的技术使用者:东风模具冲压技术有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!