电池检测机构及电池检测方法与流程
本发明涉及钢扣电池检测,特别涉及一种电池检测机构及电池检测方法。
背景技术:
1、尺寸检测是钢扣电池生产检测过程中不可缺少的一部分,电池尺寸的控制直接影响电池的性能。在现有技术中,2d检测相机只能拍摄相机视角内的物体,不能检测物体到相机的距离,只能凭感觉感知物体的远近,没有明确的数据。如ccd相机电池检测装置等只能检测工位上特定视角下电池单个方位的外观尺寸,对于该视角下的其他3维尺寸则无法检测。需要检测多方位电池尺寸时,需要在多个方位布置ccd相机电池检测装置。多个ccd相机电池检测装置的布置使得电池检测系统体积大、布局困难、成本高、检测效率低下,无法简洁高效的检测电池尺寸。
技术实现思路
1、本发明的主要目的是提出一种电池检测机构,能够简洁高效的检测电池尺寸。
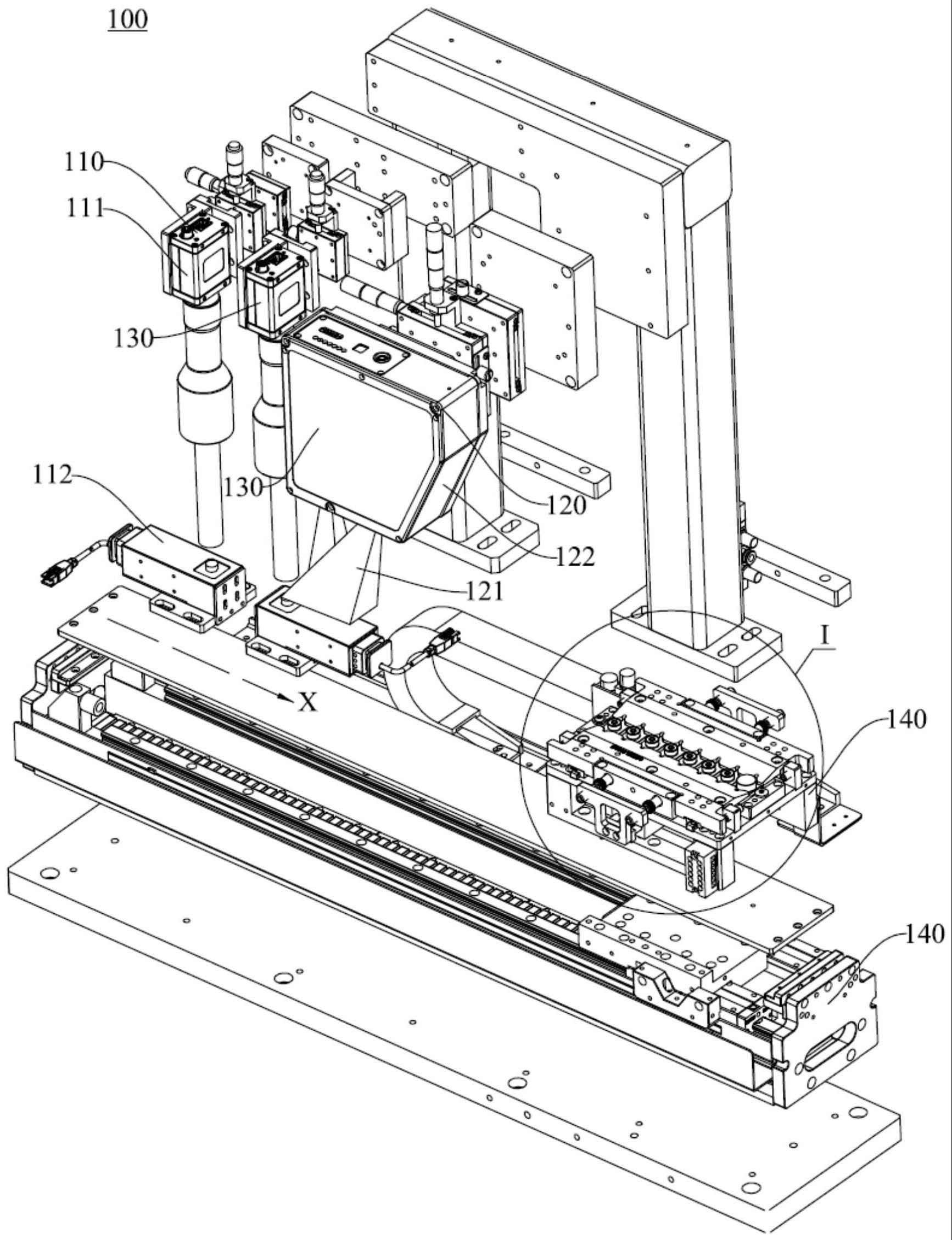
2、为实现上述目的,本发明提出一种电池检测机构,用于测量纽扣电池尺寸。该电池检测机构包括第一拍摄组件、第二拍摄组件以及处理器。第一拍摄组件用拍摄纽扣电池的第一图像。第二拍摄组件包括激光器以及摄像头,激光器用于向纽扣电池投射结构光,摄像头用于拍摄纽扣电池的第二图像。处理器用于获取第一图像以及第二图像,并根据第一图像得到纽扣电池的直径尺寸、根据第二图像得到纽扣电池的高度尺寸。
3、在一些实施例中,电池检测机构还包括移动组件,移动组件用于承载纽扣电池,结构光相机配置为移相法结构光相机,以第一拍摄组件指向第二拍摄组件的方向为第一方向,移动组件用于使纽扣电池能够沿第一方向移动。
4、在一些实施例中,第一拍摄组件与第二拍摄组件沿第一方向相邻布置。
5、在一些实施例中,移动组件包括夹具,夹具包括夹紧部以及定位部,以第一拍摄组件指向结构光相机的方向为第一方向,定位部限制出沿第一方向布置的凹槽,凹槽用于放置纽扣电池,夹紧部配置为在外力作用下驱动定位部夹紧纽扣电池。
6、在一些实施例中,第一拍摄组件包括第一相机以及背光源,第一相机与背光源一一对应设置,背光源设于纽扣电池背离第一相机一侧,第一相机用于拍摄纽扣电池直径尺寸。
7、在一些实施例中,移动组件包括透光件,透光件用于承载纽扣电池,背光源设于透光件背离纽扣电池一侧,第一相机设于玻璃靠近纽扣电池一侧。
8、在一些实施例中,透光件配置为光学玻璃,光学玻璃透光率a满足:a≥90%。
9、为实现上述目的,本发明还提出一种电池检测方法,该电池检测方法包括:
10、第一拍摄组件拍摄纽扣电池的第一图像;
11、激光器向纽扣电池投射结构光;
12、摄像头拍摄纽扣电池的第二图像;
13、处理器获取第一图像并根据第一图像得到纽扣电池的直径尺寸;
14、处理器获取第二图像并根据第二图像得到纽扣电池的高度尺寸。
15、在一些实施例中,处理器获取第一图像并根据第一图像得到纽扣电池的直径尺寸的步骤包括:
16、处理器根据第一图像得到纽扣电池的第一相位信息;
17、根据第一相位信息确定纽扣电池的直径尺寸。
18、在一些实施例中,处理器获取第二图像并根据第二图像得到纽扣电池的高度尺寸的步骤包括:
19、处理器根据第二图像得到纽扣电池的第二相位信息;
20、根据第二相位信息确定纽扣电池高度基准值z0;
21、根据第二相位信息确定纽扣电池表面高度值z1;
22、求出纽扣电池表面高度值z1与纽扣电池高度基准值z0的差值,获得纽扣电池的实际高度z2。
23、与现有技术相比,本发明的有益效果是:
24、在本申请的电池检测机构中,第一拍摄组件拍摄获取到第一图像,处理器根据第一拍摄图像获取得到纽扣电池的直径信息。第二拍摄组件拍摄获取到第二拍摄图像。由于第二拍摄组件具有激光器,激光器能够向纽扣电池投射结构光,摄像头拍摄结构光照射下的纽扣电池,进而使得第二拍摄组件能够拍摄到关于纽扣电池的具有深度信息的第二图像。处理器根据第二图像可以直接得到纽扣电池的高度信息,进而实现对纽扣电池的全尺寸检测。由于具有能够通过结构光得到纽扣电池的高度信息的第二拍摄组件,本申请的电池检测机构能够大大降低了电池检测设备各部分的布置难度以及复杂度,能够有效简化电池检测设备,降低电池检测系统的成本、提高电池检测效率以及准确性。
技术特征:
1.一种电池检测机构,用于测量纽扣电池尺寸,其特征在于,所述电池检测机构包括:
2.根据权利要求1所述的电池检测机构,其特征在于,
3.根据权利要求2所述的电池检测机构,其特征在于,
4.根据权利要求2所述的电池检测机构,其特征在于,
5.根据权利要求2所述的电池检测机构,其特征在于,
6.根据权利要求5所述的电池检测机构,其特征在于,
7.根据权利要求6所述的电池检测机构,其特征在于,
8.一种电池检测方法,应用于权利要求1至7任一项所述的电池检测机构,其特征在于,所述电池检测方法包括:
9.根据权利要求8所述的电池检测方法,其特征在于,
10.根据权利要求8所述的电池检测方法,其特征在于,
技术总结
本发明公开了一种电池检测机构及电池检测方法。在本申请的电池检测机构中,第一拍摄组件拍摄获取到第一图像,处理器根据第一拍摄图像获取得到纽扣电池的直径信息。第二拍摄组件拍摄获取到第二拍摄图像。处理器根据第二图像可以直接得到纽扣电池的高度信息,进而实现对纽扣电池的全尺寸检测。由于第二拍摄组件具有激光器,激光器能够向纽扣电池投射结构光,摄像头拍摄结构光照射下的纽扣电池,进而使得第二拍摄组件能够拍摄到关于纽扣电池的具有深度信息的第二图像,本申请的电池检测机构能够大大降低了电池检测设备各部分的布置难度以及复杂度,能够有效简化电池检测设备,降低电池检测系统的成本、提高电池检测效率以及准确性。
技术研发人员:张建,梁祖薪,熊鹏,方志刚,崔良枝,刘占炀
受保护的技术使用者:海目星激光科技集团股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!