环件平面度检测方法与流程
本发明涉及平面度检测,尤其涉及一种环件平面度检测方法。
背景技术:
1、在半导体芯片的生产过程中,靶材溅射时各个产品都会用到环件(coil),环件(coil)在其中也参与溅射。环件(coil)在溅射机台上安装后,通过电流通电作用,使周围产生磁场,让溅射靶材(target)上面的原子通过磁场能够均匀的附着在晶圆(wafer)上。
2、环件本体上设有多个凸起部,凸起部呈圆柱状。机台上设有与多个凸起部一一对应配合的多个通孔,通孔上设有用于凸起部穿过的绝缘环。当需要将环件本体安装于机台上时,每一个凸起部穿过一个通孔上的绝缘环,多个绝缘环对多个凸起部起到限位的作用,实现环件本体与机台的装配。
3、但是,需要保证环件本体上的各个凸起部处于同一水平位置,否则会有安装不良,导致无法正常安装的情况。
4、为此,亟需提供一种环件平面度检测方法以解决上述问题。
技术实现思路
1、本发明的目的在于提供一种环件平面度检测方法,操作简单,用于快速便捷的检测环件的各个凸起部是否在同一水平面。
2、为实现上述目的,提供以下技术方案:
3、环件平面度检测方法,包括以下步骤:
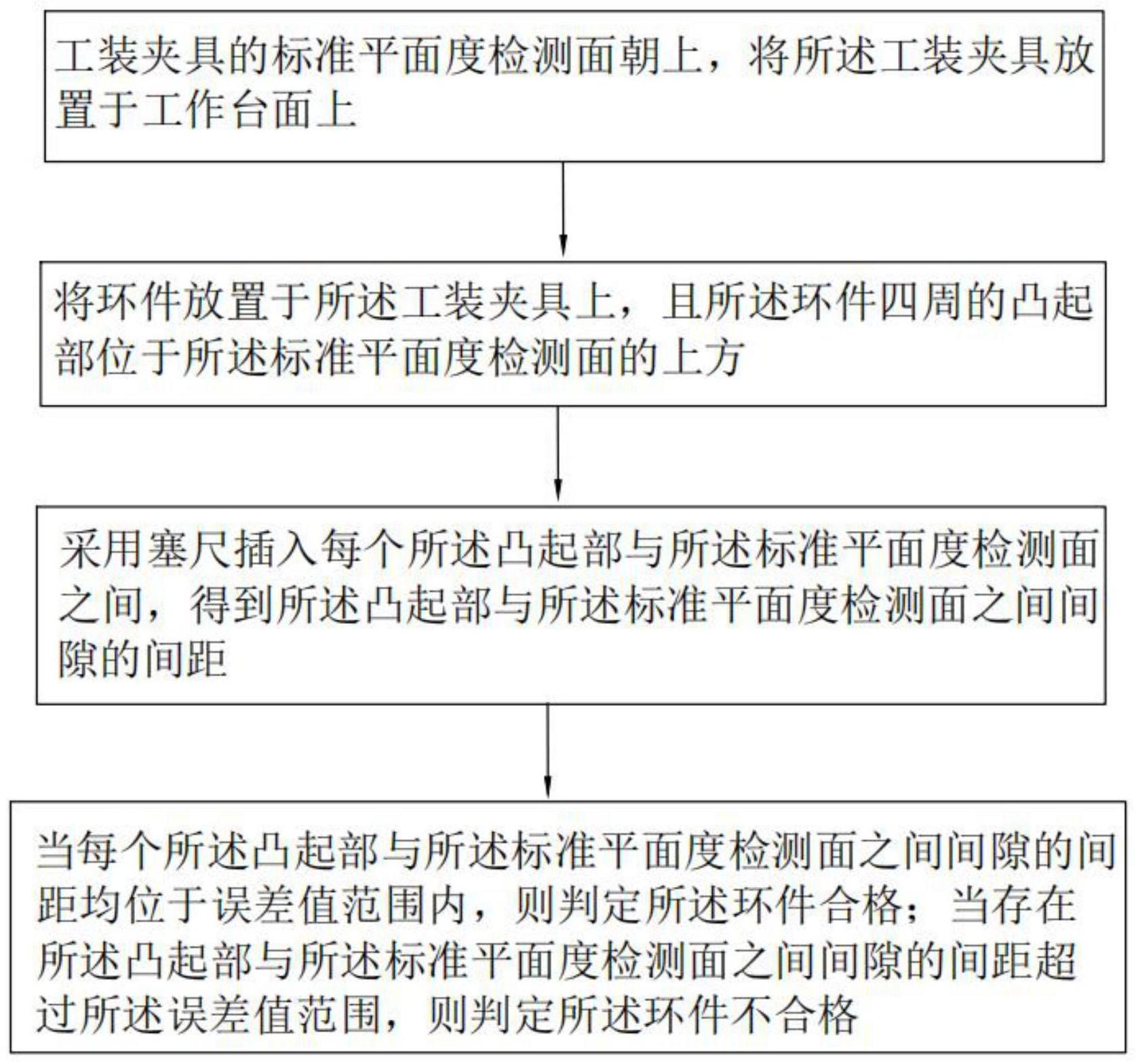
4、工装夹具的标准平面度检测面朝上,将所述工装夹具放置于工作台面上;
5、将环件放置于所述工装夹具上,且所述环件四周的凸起部位于所述标准平面度检测面的上方;
6、采用塞尺插入每个所述凸起部与所述标准平面度检测面之间,得到所述凸起部与所述标准平面度检测面之间间隙的间距;
7、当每个所述凸起部与所述标准平面度检测面之间间隙的间距均位于误差值范围内,则判定所述环件合格;当存在所述凸起部与所述标准平面度检测面之间间隙的间距超过所述误差值范围,则判定所述环件不合格。
8、作为环件平面度检测方法的可选方案,在环件平面度检测前,采用清洁工具吹扫所述工装夹具的所述标准平面度检测面。
9、作为环件平面度检测方法的可选方案,所述工装夹具设置有弧形避让腔,所述环件的环形主体的下端位于所述弧形避让腔内。
10、作为环件平面度检测方法的可选方案,所述弧形避让腔的内壁面设置有标准圆弧度检测面,通过塞尺插入所述标准圆弧度检测面与所述环形主体的外壁面之间,用于检测所述环形主体的外壁面是否合格。
11、作为环件平面度检测方法的可选方案,所述工装夹具采用金属材质制成。
12、作为环件平面度检测方法的可选方案,所述工装夹具的下端面设置有防滑结构。
13、作为环件平面度检测方法的可选方案,所述防滑结构为防滑凸起、防滑凹槽或防滑波纹。
14、作为环件平面度检测方法的可选方案,所述工装夹具的中心开设有减重腔。
15、作为环件平面度检测方法的可选方案,所述工装夹具内部中空且设置有冷却液流道。
16、作为环件平面度检测方法的可选方案,在环件平面度检测前,采用清洁工具吹扫所述工装夹具的所述标准圆弧度检测面。
17、与现有技术相比,本发明的有益效果:
18、本发明所提供的环件平面度检测方法,工装夹具的标准平面度检测面朝上,将工装夹具放置于工作台面上;将环件放置于工装夹具上,且环件四周的凸起部位于标准平面度检测面的上方;采用塞尺插入每个凸起部与标准平面度检测面之间,得到凸起部与所述标准平面度检测面之间间隙的间距;当每个凸起部与所述标准平面度检测面之间间隙的间距均位于误差值范围内,则判定环件合格;当存在凸起部与所述标准平面度检测面之间间隙的间距超过误差值范围,则判定环件不合格。只需将待测的环件放到工装夹具上,采用塞尺插入间隙,即可快速检测出检测环件的各个凸起部是否在同一水平面。
技术特征:
1.环件平面度检测方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的环件平面度检测方法,其特征在于,在环件(2)平面度检测前,采用清洁工具吹扫所述工装夹具(1)的所述标准平面度检测面(11)。
3.根据权利要求1所述的环件平面度检测方法,其特征在于,所述工装夹具(1)设置有弧形避让腔(12),所述环件(2)的环形主体(22)的下端位于所述弧形避让腔(12)内。
4.根据权利要求3所述的环件平面度检测方法,其特征在于,所述弧形避让腔(12)的内壁面设置有标准圆弧度检测面(13),通过塞尺插入所述标准圆弧度检测面(13)与所述环形主体(22)的外壁面之间,用于检测所述环形主体(22)的外壁面是否合格。
5.根据权利要求4所述的环件平面度检测方法,其特征在于,所述工装夹具(1)采用金属材质制成。
6.根据权利要求4所述的环件平面度检测方法,其特征在于,所述工装夹具(1)的下端面设置有防滑结构。
7.根据权利要求6所述的环件平面度检测方法,其特征在于,所述防滑结构为防滑凸起、防滑凹槽或防滑波纹。
8.根据权利要求4所述的环件平面度检测方法,其特征在于,所述工装夹具(1)的中心开设有减重腔(14)。
9.根据权利要求4所述的环件平面度检测方法,其特征在于,所述工装夹具(1)内部中空且设置有冷却液流道。
10.根据权利要求4-9任一项所述的环件平面度检测方法,其特征在于,在环件(2)的平面度检测前,采用清洁工具吹扫所述工装夹具(1)的所述标准圆弧度检测面(13)。
技术总结
本发明公开了一种环件平面度检测方法,属于平面度检测技术领域。环件平面度检测方法包括以下步骤:工装夹具的标准平面度检测面朝上,将工装夹具放置于工作台面上;将环件放置于工装夹具上,且环件四周的凸起部位于标准平面度检测面的上方;采用塞尺插入每个凸起部与标准平面度检测面之间,得到凸起部与标准平面度检测面之间间隙的间距;当每个凸起部与标准平面度检测面之间间隙的间距均位于误差值范围内,则判定环件合格;当存在凸起部与标准平面度检测面之间间隙的间距超过误差值范围,则判定环件不合格。只需将待测的环件放到工装夹具上,采用塞尺插入间隙,即可快速检测出检测环件的各个凸起部是否在同一水平面。
技术研发人员:姚力军,潘杰,王学泽,吴浩,厉达
受保护的技术使用者:宁波江丰电子材料股份有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!