基于AOI的电池片检测方法、装置及AOI检测设备与流程
本申请涉及半导体检测,具体涉及一种基于aoi的电池片检测方法、装置及aoi检测设备。
背景技术:
1、目前,电池片生产过程中检测通常使用自动光学检测技术(automatic opticalinspector,aoi)进行检测,通过使用高分辨率的摄像机、光源和图像处理软件来检测电池片上是否存在缺陷。但电池片在丝网印刷过程中会产生漏浆和崩边两种缺陷。在使用的aoi采集到的图像中,两种缺陷均为白色或亮色,因此无法进行区分,当aoi检测到类似缺陷时,需人工对电池片进行复判,因此存在电池片缺陷种类检测效率低的问题。
技术实现思路
1、有鉴于此,本申请实施例提供一种基于aoi的电池片检测方法、装置及aoi检测设备,通过多种光源照射电池片并采集对应光源下的图像,比对图像中的缺陷区域从而区分电池片缺陷为漏浆缺陷或是崩边缺陷。以解决现有技术中电池片缺陷种类检测效率低的问题。
2、第一方面,本申请实施例提供一种基于aoi的电池片检测方法,可以包括:
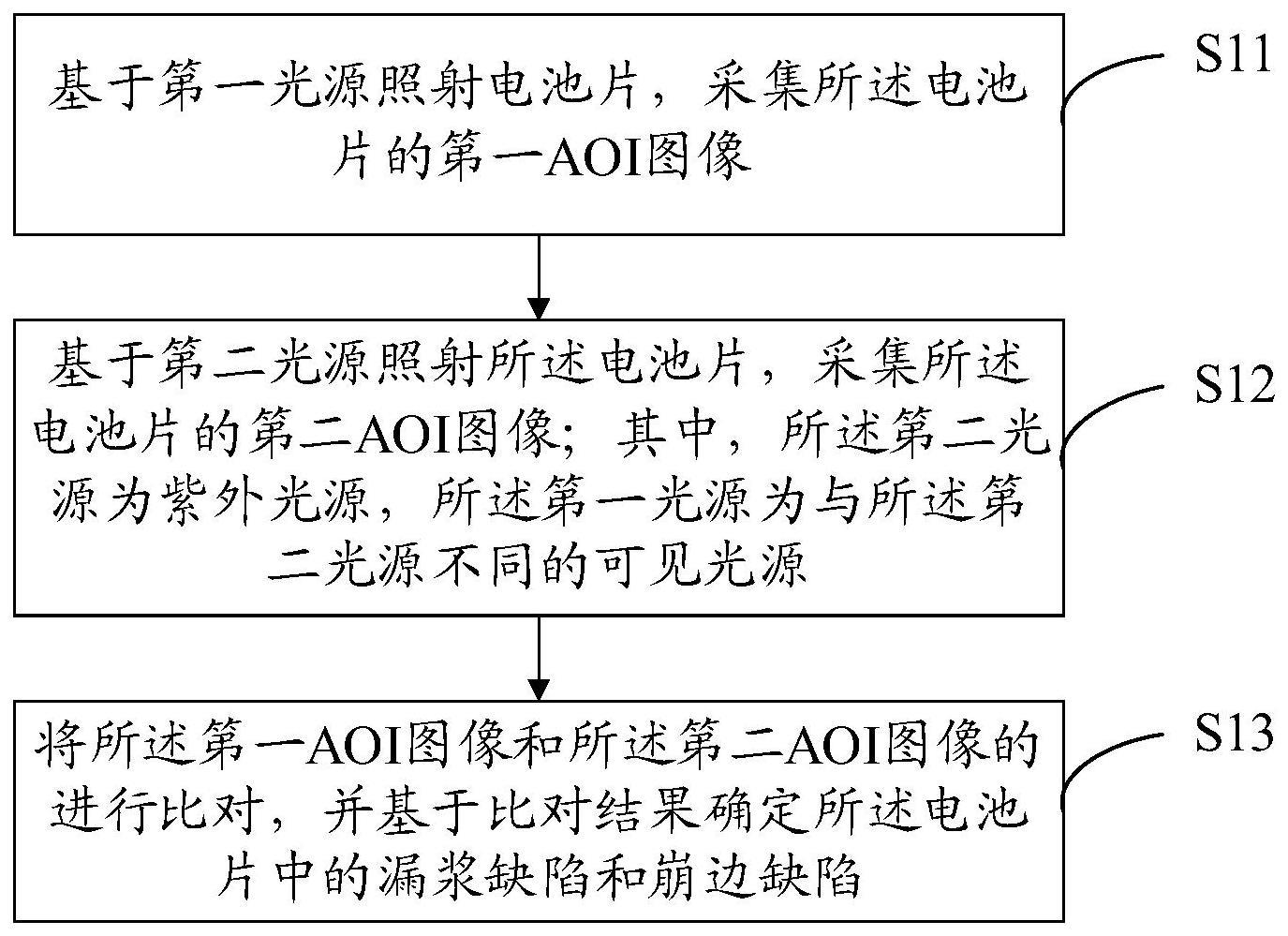
3、基于第一光源照射电池片,采集所述电池片的第一aoi图像;
4、基于第二光源照射所述电池片,采集所述电池片的第二aoi图像;其中,所述第二光源为紫外光源,所述第一光源为与所述第二光源不同的可见光源;
5、将所述第一aoi图像和所述第二aoi图像的进行比对,并基于比对结果确定所述电池片中的漏浆缺陷和崩边缺陷。
6、在上述实现过程中,可以基于不同的光源照射电池片并采集对应光源下的图像,通过比对图像中的缺陷区域从而区分电池片的缺陷为漏浆缺陷或是崩边缺陷。可以替代现有技术中由人眼检测电池片判断缺陷类型的方式实现自动化的缺陷类型判断,可以提高电池片缺陷种类检测效率。从而可以实现实时监控产线印刷质量,监控每片电池片质量,能够及时防呆,以及减少批量漏浆、崩边的不良情况产生,提升电池片良率。
7、可选地,所述将所述第一aoi图像和所述第二aoi图像的进行比对,并基于比对结果确定所述电池片中的漏浆缺陷和崩边缺陷可以包括:
8、确定所述第一aoi图像中的亮色区域为所述电池片的缺陷区域;
9、确定所述第二aoi图像中的亮色区域为所述电池片的漏浆缺陷区域;
10、将所述漏浆缺陷区域与所述缺陷区域比对,确定在所述缺陷区域中不为漏浆缺陷区域的部分为崩边缺陷区域。
11、在上述实现过程中,可以基于不同的光源照射电池片并采集对应光源下的图像,通过比对图像中的缺陷区域从而区分电池片的缺陷为漏浆缺陷或是崩边缺陷。可以替代现有技术中由人眼检测电池片判断缺陷类型的方式实现自动化的缺陷类型判断,可以提高电池片缺陷种类检测效率。
12、可选地,所述第一光源为红光光源或白光光源。
13、可选地,所述第一光源与所述第二光源的设置位置以及照射所述电池片的角度一致。
14、可选地,所述方法还可以包括:
15、基于所述第一aoi图像和所述第二aoi图像对所述电池片进行分选,确定电池片为合格电池片、漏浆缺陷电池片、崩边缺陷电池片或复合缺陷电池片。
16、在上述实现过程中,电池片检测方法还可应用于电池片的成品分选工序,可以根据第一aoi图像和第二aoi图像的比对结果分别将电池片的合格品和不合格品进行分类、分选和处理,可以提高电池片的产品质量和生产效率,达到生产加工电池片的自动化与智能化。
17、第二方面,本申请实施例提供一种基于aoi的电池片检测装置,可以包括:
18、第一采集模块,用于基于第一光源照射电池片,采集所述电池片的第一aoi图像;
19、第二采集模块,用于基于第二光源照射所述电池片,采集所述电池片的第二aoi图像;其中,所述第二光源为紫外光源,所述第一光源为与所述第二光源不同的可见光源;
20、比对模块,用于将所述第一aoi图像和所述第二aoi图像的进行比对,并基于比对结果确定所述电池片中的漏浆缺陷和崩边缺陷。
21、在上述实现过程中,可以基于不同的光源照射电池片并采集对应光源下的图像,通过比对图像中的缺陷区域从而区分电池片的缺陷为漏浆缺陷或是崩边缺陷。可以替代现有技术中由人眼检测电池片判断缺陷类型的方式实现自动化的缺陷类型判断,可以提高电池片缺陷种类检测效率。从而可以实现实时监控产线印刷质量,监控每片电池片质量,能够及时防呆,以及减少批量漏浆、崩边的不良情况产生,提升电池片良率。
22、可选地,所述比对模块可具体用于:
23、确定所述第一aoi图像中的亮色区域为所述电池片的缺陷区域;
24、确定所述第二aoi图像中的亮色区域为所述电池片的漏浆缺陷区域;
25、将所述漏浆缺陷区域与所述缺陷区域比对,确定在所述缺陷区域中不为漏浆缺陷区域的部分为崩边缺陷区域。
26、在上述实现过程中,可以基于不同的光源照射电池片并采集对应光源下的图像,通过比对图像中的缺陷区域从而区分电池片的缺陷为漏浆缺陷或是崩边缺陷。可以替代现有技术中由人眼检测电池片判断缺陷类型的方式实现自动化的缺陷类型判断,可以提高电池片缺陷种类检测效率。
27、可选地,电池片检测装置还可以包括分选模块,用于基于所述第一aoi图像和所述第二aoi图像对所述电池片进行分选,确定电池片为合格电池片、漏浆缺陷电池片、崩边缺陷电池片或复合缺陷电池片。
28、在上述实现过程中,电池片检测装置还可应用于电池片的成品分选工序,可以根据第一aoi图像和第二aoi图像的比对结果分别将电池片的合格品和不合格品进行分类、分选和处理,可以提高电池片的产品质量和生产效率,达到生产加工电池片的自动化与智能化。
29、第三方面,本申请实施例提供一种aoi检测设备,所述aoi检测设备包括存储器和处理器,所述存储器中存储有程序指令,所述处理器运行所述程序指令时,执行上述任一实现方式中的步骤。
30、可选地,aoi检测设备还可以包括第一光源和第二光源;
31、所述第一光源与所述第二光源的设置位置与光源角度相同,以在分别基于所述第一光源与所述第二光源照射电池片时采集所述电池片的第一aoi图像和第二aoi图像。
32、第四方面,本申请实施例提供一种计算机可读存储介质,所述可读取存储介质中存储有计算机程序指令,所述计算机程序指令被一处理器读取并运行时,执行上述任一实现方式中的步骤。
33、综上,本申请实施例提供了一种基于aoi的电池片检测方法、装置及aoi检测设备。可以基于不同的光源照射电池片并采集对应光源下的图像,通过比对图像中的缺陷区域从而区分电池片的缺陷为漏浆缺陷或是崩边缺陷。可以替代现有技术中由人眼检测电池片判断缺陷类型的方式实现自动化的缺陷类型判断,可以提高电池片缺陷种类检测效率。
技术特征:
1.一种基于aoi的电池片检测方法,其特征在于,包括:
2.根据权利要求1所述的方法,其特征在于,所述将所述第一aoi图像和所述第二aoi图像的进行比对,并基于比对结果确定所述电池片中的漏浆缺陷和崩边缺陷包括:
3.根据权利要求1所述的方法,其特征在于,所述第一光源为红光光源或白光光源。
4.根据权利要求1所述的方法,其特征在于,所述第一光源与所述第二光源的设置位置以及照射所述电池片的角度一致。
5.根据权利要求1-4任一项所述的方法,其特征在于,所述方法还包括:
6.一种基于aoi的电池片检测装置,其特征在于,包括:
7.根据权利要求6所述的装置,其特征在于,所述比对模块具体用于:
8.一种aoi检测设备,其特征在于,所述aoi检测设备包括存储器和处理器,所述存储器中存储有程序指令,所述处理器运行所述程序指令时,执行权利要求1-7中任一项所述方法中的步骤。
9.根据权利要求8所述的aoi检测设备,其特征在于,所述aoi检测设备还包括第一光源和第二光源;
10.一种计算机可读存储介质,其特征在于,所述计算机可读存储介质中存储有计算机程序指令,所述计算机程序指令被一处理器运行时,执行权利要求1-7任一项所述方法中的步骤。
技术总结
本申请提供了一种基于AOI的电池片检测方法、装置及AOI检测设备,该方法包括:基于第一光源照射电池片,采集所述电池片的第一AOI图像;基于第二光源照射所述电池片,采集所述电池片的第二AOI图像;其中,所述第二光源为紫外光源,所述第一光源为与所述第二光源不同的可见光源;将所述第一AOI图像和所述第二AOI图像的进行比对,并基于比对结果确定所述电池片中的漏浆缺陷和崩边缺陷。可以基于不同的光源照射电池片并采集对应光源下的图像,通过比对图像中的缺陷区域从而区分电池片的缺陷为漏浆缺陷或是崩边缺陷。可以替代现有技术中由人眼检测电池片判断缺陷类型的方式实现自动化的缺陷类型判断,可以提高电池片缺陷种类检测效率。
技术研发人员:龙佳亮,胡俊波,崔三观
受保护的技术使用者:三一硅能(株洲)有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!