一种蜂窝材料加工表面孔格变形检测设备及其检测方法
本发明涉及智能制造与精密加工,尤其涉及一种蜂窝材料加工表面孔格变形检测设备及其检测方法。
背景技术:
1、蜂窝材料是人类研究自然蜂窝结构特点而创造性发明的结构材料,它的结构具有周期性,是由六边形的薄壁框架经过周期性的排列而成。与传统材料的形式和结构不同,蜂窝材料的表面是网格状的,材料体是镂空的、非连续的,这使得蜂窝材料具备了一些不同于传统材料的特点。
2、目前,超声切削是蜂窝材料加工的主要方式。超声切削主要分为直刃刀和圆盘刀两种方式,直刃刀比较适合粗加工和加工曲面,圆盘刀比较适合精加工。超声加工的原理是,超声电源经换能器、变幅杆,将超声振动传递至刀具,让刀具在原本的运动中附加一个高频的超声振动。当刀具接触材料的瞬间,刀具的高频振动会冲击材料,使材料形成微裂纹,从而降低了刀具切削过程中的切削力,改善了表面质量。
3、因为蜂窝材料主要是作为填充材料,需要和上下蒙皮结合,所以蜂窝的表面质量就非常关键和重要。如果蜂窝材料加工表面的表面质量不高,会导致蜂窝材料和上下蒙皮的结合不紧密,不仅会影响该块结构件的力学性能,还会导致该块结构件的服役时间大大的缩短。
4、由上可知,由于蜂窝材料自身的性质和特点,无论是在制造过程中,还是在加工过程中,难免会出现加工误差。其中,非常典型的一种缺陷是孔格因外力的撕扯而发生变形。目前,孔格的变形程度还依赖人工检测,只能通过经验判断,尚未提出有效的孔格变形的量化评价算法。因此,有必要搭建新的检测设备,提出新的方法,以实现蜂窝材料加工表面孔格变形的量化评价。
技术实现思路
1、本发明的主要目的在于提供一种蜂窝材料加工表面孔格变形检测设备及其检测方法,旨在实现蜂窝材料加工表面孔格变形的量化评价。
2、为实现上述目的,本发明提出一种蜂窝材料加工表面孔格变形的检测方法,所述检测方法包括以下步骤:
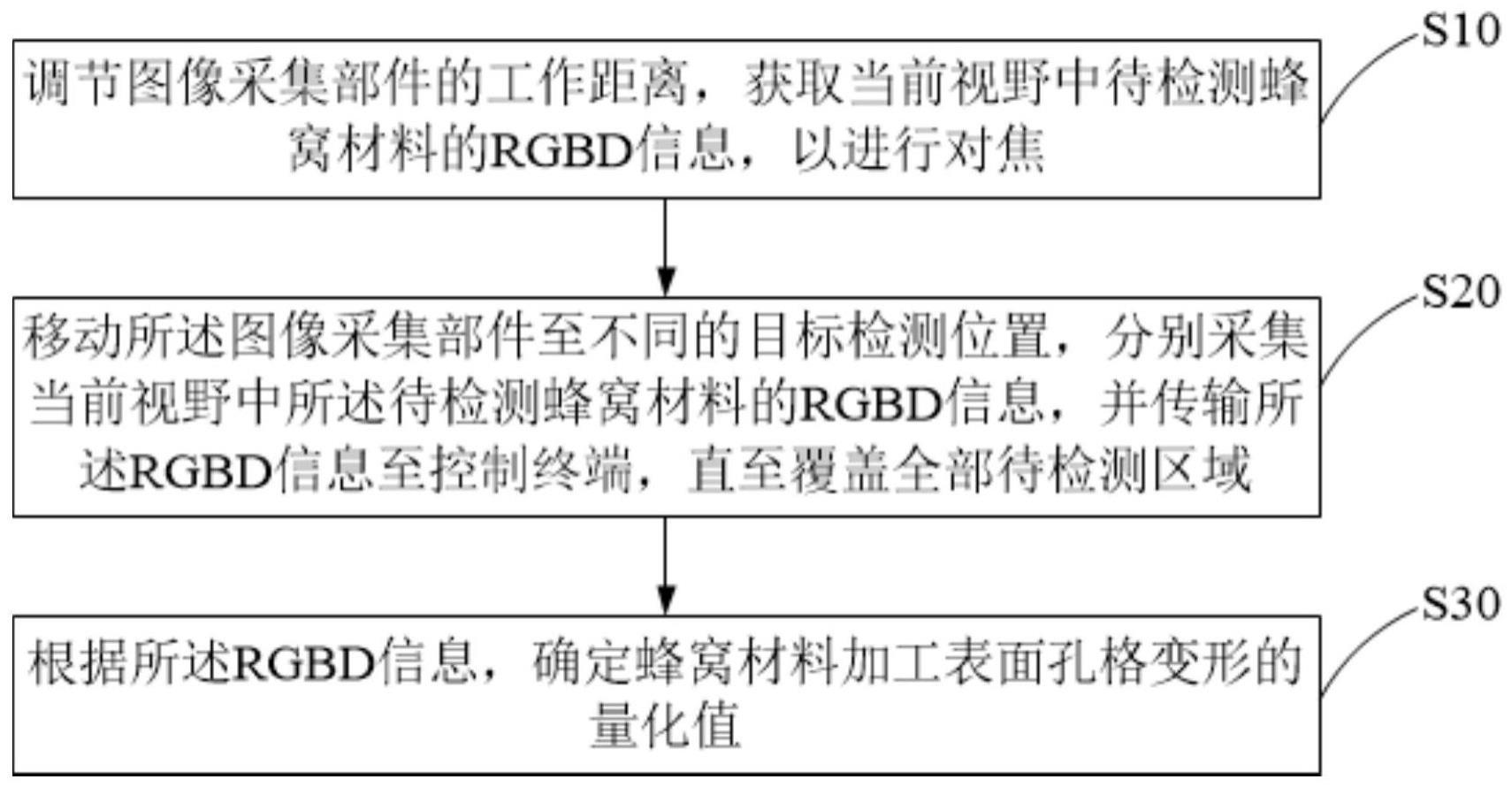
3、s10、调节图像采集部件的工作距离,获取当前视野中待检测蜂窝材料的rgbd信息,以进行对焦;
4、s20、移动所述图像采集部件至不同的目标检测位置,分别采集当前视野中所述待检测蜂窝材料的rgbd信息,并传输所述rgbd信息至控制终端,直至覆盖全部待检测区域;
5、s30、根据所述rgbd信息,确定蜂窝材料加工表面孔格变形的量化值。
6、可选地,所述根据所述rgbd信息,确定蜂窝材料加工表面孔格变形的量化值的步骤s30,具体包括:
7、s31、对采集到的其中一深度信息图像进行二值化处理,以获得二值化图像;
8、s32、将所述二值化图像进行骨架抽取,获取图片整体形态线图;
9、s33、进行模板匹配定位,将若干蜂窝孔格拆解成独立的六边形子图;
10、s34、对其中一张所述六边形子图,初始化包络标准正六边形;
11、s35、计算所述六边形子图上的每个点与初始化的所述正六边形的六条直线的距离,并将这个点归类为该条直线;
12、s36、对初始化的所述正六边形的六条边,用属于其直线的点计算梯度,小步长更新该条直线,以逐渐向着真实的像素点逼近;
13、s37、判断六条直线的更新度,不满足条件则重复s35、s36,满足条件则停止,以将初始化的所述正六边形不断迭代,使其整体形态逼近真实检测的孔格形态;
14、s38、计算所述正六边形的六个内角的方差,以及六条边长的方差,以作为所述蜂窝材料加工表面孔格变形的量化值;
15、s39、输出所述蜂窝材料加工表面孔格变形的量化值,以实现孔格变形的量化评价。
16、可选地,在所述将所述二值化图像进行骨架抽取,获取图片整体形态线图的步骤s32之前,还包括:
17、对所述二值化图像进行若干次膨胀与腐蚀算法滤波,以去除噪点。
18、可选地,在所述将所述二值化图像进行骨架抽取,获取图片整体形态线图的步骤s32之后,还包括:
19、对所述二值化图像进行骨架剪枝,并保留完整的六边形线图。
20、可选地,所述对初始化的所述正六边形的六条边,用属于其直线的点计算梯度,小步长更新该条直线,以逐渐向着真实的像素点逼近的步骤s36,具体包括:
21、按照目标函数的梯度方向,小步长更新这条线段的两个端点的坐标,同时更新所述正六边形的六条线段。
22、可选地,所述目标函数为像素点到用于逼近的这条直线的距离。
23、可选地,所述图像采集部件的工作距离为130mm;和/或
24、所述图像采集部件的单次采集时间为200ms;和/或
25、所述图像采集部件的视野为30mm×16mm;和/或
26、所述图像采集部件的rgb图片分辨率为2160×4096;和/或
27、所述图像采集部件的深度信息精度为1μm~5μm。
28、为实现上述目的,本发明还提出一种蜂窝材料加工表面孔格变形检测设备,所述检测设备包括:
29、机架;
30、位移平台,设于所述机架上;
31、第一夹持工装,固定于所述机架上并用于放置待检测蜂窝材料;
32、第二夹持工装,固定于所述位移平台上并位于所述第一夹持工装的上方;
33、图像采集部件,固定于所述第二夹持工装上并用于获取当前位置中所述待检测蜂窝材料表面的rgbd信息;以及
34、控制终端,分别与所述位移平台和所述图像采集部件连接,所述控制终端用于控制所述位移平台和所述图像采集部件采集所述rgbd信息并执行如上所述的蜂窝材料加工表面孔格变形的测量方法。
35、本发明提出一种计算机设备,包括存储器和处理器,所述存储器和所述处理器之间相互通信连接,所述存储器中存储有计算机指令,所述处理器通过执行所述计算机指令,从而执行如上所述的蜂窝材料加工表面孔格变形的测量方法。
36、本发明还提出一种计算机可读存储介质,所述计算机可读存储介质上存储有计算机指令,所述计算机指令用于使计算机执行如上所述的蜂窝材料加工表面孔格变形的测量方法。
37、在本发明的技术方案中,该蜂窝材料加工表面孔格变形的检测方法包括步骤:调节图像采集部件的工作距离,获取当前视野中待检测蜂窝材料的rgbd信息,以进行对焦;移动所述图像采集部件至不同的目标检测位置,分别采集当前视野中所述待检测蜂窝材料的rgbd信息,并传输所述rgbd信息至控制终端,直至覆盖全部待检测区域;根据所述rgbd信息,确定蜂窝材料加工表面孔格变形的量化值。如此,有效解决了当前蜂窝材料加工表面孔格变形的无法量化评价问题,本发明提出了一种孔格变形的量化评价算法,实现了通过机器视觉的方式,对蜂窝材料加工表面孔格变形进行量化评价。
技术特征:
1.一种蜂窝材料加工表面孔格变形的检测方法,其特征在于,所述检测方法包括以下步骤:
2.如权利要求1所述的蜂窝材料加工表面孔格变形的检测方法,其特征在于,所述根据所述rgbd信息,确定蜂窝材料加工表面孔格变形的量化值的步骤s30,具体包括:
3.如权利要求2所述的蜂窝材料加工表面孔格变形的检测方法,其特征在于,在所述将所述二值化图像进行骨架抽取,获取图片整体形态线图的步骤s32之前,还包括:
4.如权利要求3所述的蜂窝材料加工表面孔格变形的检测方法,其特征在于,在所述将所述二值化图像进行骨架抽取,获取图片整体形态线图的步骤s32之后,还包括:
5.如权利要求2所述的蜂窝材料加工表面孔格变形的检测方法,其特征在于,所述对初始化的所述正六边形的六条边,用属于其直线的点计算梯度,小步长更新该条直线,以逐渐向着真实的像素点逼近的步骤s36,具体包括:
6.如权利要求5所述的蜂窝材料加工表面孔格变形的检测方法,其特征在于,所述目标函数为像素点到用于逼近的这条直线的距离。
7.如权利要求1所述的蜂窝材料加工表面孔格变形的检测方法,其特征在于,所述图像采集部件的工作距离为130mm;和/或
8.一种蜂窝材料加工表面孔格变形检测设备,其特征在于,所述检测设备包括:
9.一种计算机设备,其特征在于,包括存储器和处理器,所述存储器和所述处理器之间相互通信连接,所述存储器中存储有计算机指令,所述处理器通过执行所述计算机指令,从而执行如权利要求1至7中任一项所述的蜂窝材料加工表面孔格变形的测量方法。
10.一种计算机可读存储介质,其特征在于,所述计算机可读存储介质上存储有计算机指令,所述计算机指令用于使计算机执行如权利要求1至7中任一项所述的蜂窝材料加工表面孔格变形的测量方法。
技术总结
本发明公开了一种蜂窝材料加工表面孔格变形检测设备及其检测方法。该检测方法包括步骤:调节图像采集部件的工作距离,获取当前视野中待检测蜂窝材料的RGBD信息,以进行对焦;移动所述图像采集部件至不同的目标检测位置,分别采集当前视野中所述待检测蜂窝材料的RGBD信息,并传输所述RGBD信息至控制终端,直至覆盖全部待检测区域;根据所述RGBD信息,确定蜂窝材料加工表面孔格变形的量化值。本发明解决了当前蜂窝材料加工表面孔格变形的无法量化评价问题,搭建了一套蜂窝材料加工表面孔格变形的检测设备,并提出了一种孔格变形的量化评价算法,实现了通过机器视觉的方式,对蜂窝材料加工表面孔格变形进行量化评价。
技术研发人员:冯峰,刘金磊,赵学奇,姜恩来,杨培连,李友生,林亮亮,许超,马原,冯平法
受保护的技术使用者:清华大学深圳国际研究生院
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!