一种工件自动化检测装置及方法与流程
本发明属于无损检测,涉及一种工件自动化检测装置及方法。
背景技术:
1、超声穿透法是一种超声无损检测方法,由工件一面探头发射超声波穿过工件,另一面的探头接收超声波来实现对工件的检测,用以测量工件内部质量。超声检测必须要用耦合剂,一般探头和工件之间用水来耦合,现有的超声穿透法为操作人员手动操作,先在工件上喷洒水,之后双手分别持两个探头位于被检工件两侧进行检测,因而人工检测双探头难以严格对正,检测速度、精确度受限且人工检测大工件效率低。
技术实现思路
1、本发明通过提供一种工件自动化检测装置及方法,解决现有工件无损检测过程,检测精度差和检测效率低的问题。
2、为解决上述技术问题,本发明的技术方案如下:
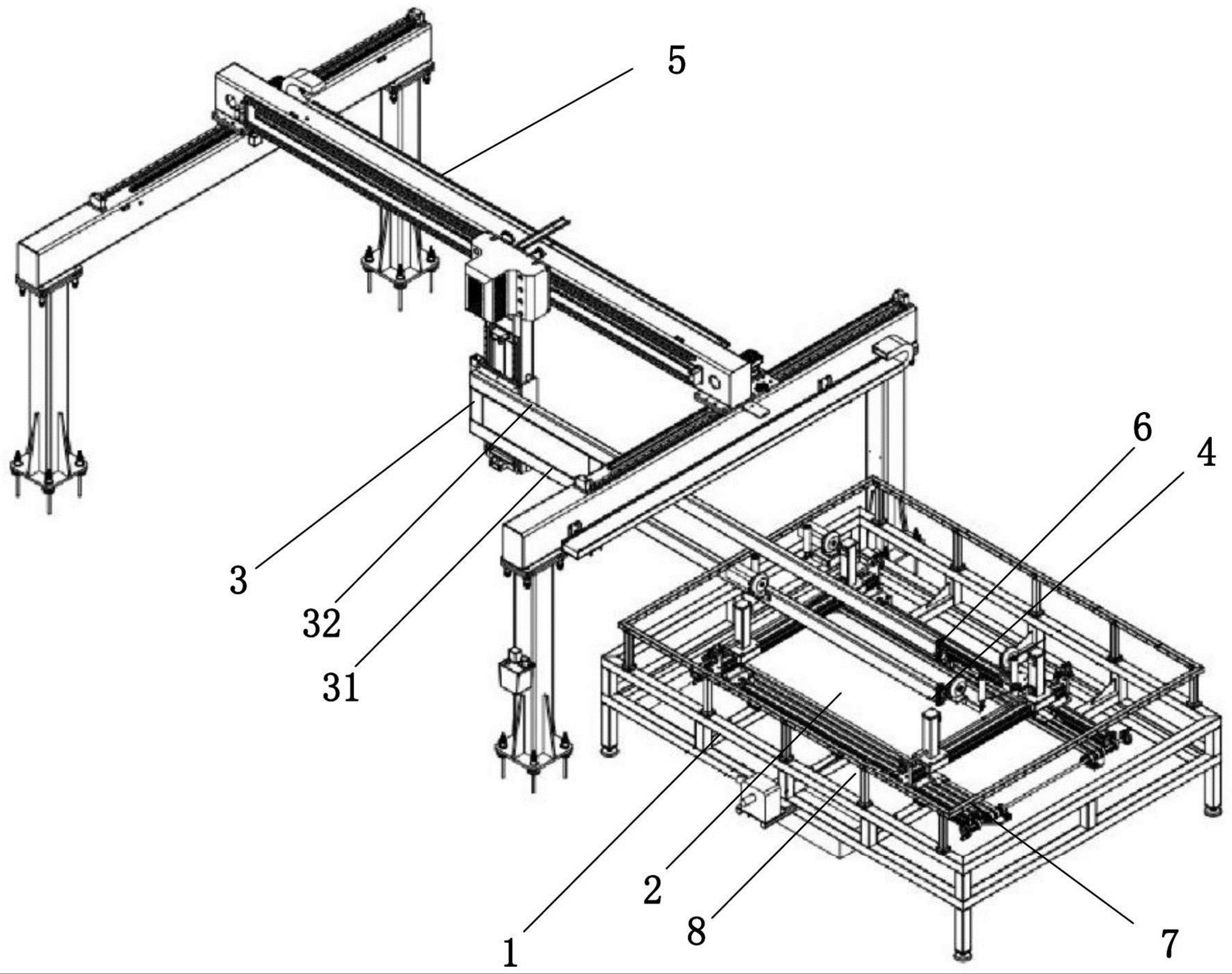
3、本发明提供一种工件自动化检测装置,包括:
4、托架;
5、与所述托架固定连接的支撑部,所述支撑部用于支撑被检测工件;
6、悬臂模组包括第一悬臂及第二悬臂,所述第一悬臂及第二悬臂一体连接;
7、第一悬臂,位于所述支撑部上方,所述第一悬臂的端部固定连接有第一超声水浸探头;
8、第二悬臂,位于所述支撑部上方并位于所述第一悬臂下方,所述第二悬臂的端部固定连接有第二超声水浸探头;位移控制模组,与所述第一悬臂和所述第二悬臂连接,用于控制所述第一悬臂和所述第二悬臂伸缩运动,通过所述第一超声水浸探头和第二超声水浸探头对所述支撑部上的工件进行缺陷检测。
9、可选的,所述托架为方形托架,所述托架中设置有滑台。
10、可选的,所述滑台包括:首尾顺序连接的第一滑轴、第一连接轴、第二滑轴、第二连接轴以及固定连接于所述第一滑轴和所述第二滑轴之间的靠近第一连接轴端的第三滑轴及固定连接于所述第一滑轴和所述第二滑轴之间的靠近第二连接轴端的第四滑轴;
11、所述第一连接轴上固定有第一手摇柄;
12、所述第二连接轴上固定有第二手摇柄;
13、所述第一滑轴与所述第二滑轴平行;
14、所述第三滑轴及所述第四滑轴相互平行且与所述第一连接轴及所述第二连接轴相互平行;
15、所述第一滑轴与所述第三滑轴及所述第四滑轴垂直,第一滑轴与所述第一连接轴及所述第二连接轴垂直;
16、所述第一滑轴与所述托架的第一边框固定连接;
17、所述第一连接轴与所述托架的第二边框固定连接;
18、所述第二滑轴与所述托架的第三边框固定连接。
19、可选的,所述支撑部包括:第一支撑轮组、第二支撑轮组、第三支撑轮组和第四支撑轮组;
20、所述第一支撑轮组和所述第二支撑轮组与所述第三滑轴滑动连接;
21、所述第三支撑轮组和所述第四支撑轮组与所述第四滑轴滑动连接。
22、可选的,所述支撑部为网栅架,所述网栅架置于网栅支架上,所述网栅支架为立在托架上方的立柱。
23、可选的,工件自动化检测装置,还包括:与所述托架固定连接的水槽,所述水槽置于托架上方。
24、可选的,所述位移控制模组包括:
25、移动模组;
26、与所述移动模组固定连接的第一伺服电机、第二伺服电机、第三伺服电机及第四伺服电机;
27、其中,所述移动模组包括:
28、第一滑轨、第二滑轨、第三滑轨以及与所述第一滑轨、第二滑轨分别滑动连接的滑动杆;所述滑动杆沿所述第一滑轨、第二滑轨进行滑动。
29、可选的,所述滑动杆两端分别固定有第一伺服电机和第二伺服电机,所述第一伺服电机位于滑动杆与第一滑轨连接部位,所述第二伺服电机位于所述滑动杆与所述第二滑轨的连接处;
30、所述第三伺服电机与第四伺服电机位于第三滑轨两端;
31、所述第三伺服电机带动第三滑轨沿所述滑动杆左右滑动,所述第四伺服电机带动悬臂模组沿所述第三滑轨上下滑动。
32、可选的,所述第一滑轨的第一端连接有第一支撑腿,所述第一滑轨的第二端连接有第二支撑腿;
33、所述第二滑轨的第一端连接有第三支撑腿,所述第二滑轨的第二端连接有第四支撑腿。
34、本发明还提供一种工件自动化检测方法,应用于如上述所述的工件自动化检测装置,所述方法包括:
35、获取支撑部上的工件类型;
36、根据所述工件类型,控制所述第一悬臂和所述第二悬臂伸缩运动,通过所述第一超声水浸探头和第二超声水浸探头对所述支撑部上的工件进行缺陷检测。
37、本发明的上述方案至少包括以下有益效果:
38、本发明的上述方案包括托架;与所述托架固定连接的支撑部,所述支撑部用于支撑被检测工件;悬臂模组包括第一悬臂及第二悬臂,所述第一悬臂及第二悬臂一体连接;第一悬臂,位于所述支撑部上方,所述第一悬臂的端部固定连接有第一超声水浸探头;第二悬臂,位于所述支撑部上方并位于所述第一悬臂下方,所述第二悬臂的端部固定连接有第二超声水浸探头;位移控制模组,与所述第一悬臂和所述第二悬臂连接,用于控制所述第一悬臂和所述第二悬臂伸缩运动,通过所述第一超声水浸探头和第二超声水浸探头对所述支撑部上的工件进行缺陷检测,实现了对工件无损检测过程的自动化,同时提高了对工件的检测精度和检测效率。
技术特征:
1.一种工件自动化检测装置,其特征在于,包括:
2.根据权利要求1所述的工件自动化检测装置,其特征在于,所述托架(1)为方形托架,所述托架(1)中设置有滑台(7)。
3.根据权利要求2所述的工件自动化检测装置,其特征在于,所述滑台(7)包括:首尾顺序连接的第一滑轴(71)、第一连接轴(72)、第二滑轴(73)、第二连接轴(74)以及固定连接于所述第一滑轴(71)和所述第二滑轴(73)之间的靠近第一连接轴(72)端的第三滑轴(75)及固定连接于所述第一滑轴(71)和所述第二滑轴(73)之间的靠近第二连接轴(74)端的第四滑轴(76);
4.根据权利要求3所述的工件自动化检测装置,其特征在于,所述支撑部(2)包括:第一支撑轮组(21)、第二支撑轮组(22)、第三支撑轮组(23)和第四支撑轮组(24);
5.根据权利要求3所述的工件自动化检测装置,其特征在于,所述支撑部(2)为网栅架(112),所述网栅架(112)置于网栅支架(111)上,所述网栅支架(111)为立在托架(1)上方的立柱。
6.根据权利要求4或5所述的工件自动化检测装置,其特征在于,还包括:与所述托架(1)固定连接的水槽(8),所述水槽(8)置于托架(1)上方。
7.根据权利要求6所述的工件自动化检测装置,其特征在于,所述位移控制模组(5)包括:
8.根据权利要求7所述的工件自动化检测装置,其特征在于,
9.根据权利要求8所述的工件自动化检测装置,其特征在于,
10.一种工件自动化检测方法,应用于如权利要求1至9任一项所述的工件自动化检测装置,其特征在于,所述方法包括:
技术总结
本发明提供一种工件自动化检测装置及方法,属于无损检测技术领域,工件自动化检测装置包括:托架;与所述托架固定连接的支撑部,所述支撑部用于支撑被检测工件;悬臂模组包括第一悬臂及第二悬臂,所述第一悬臂及第二悬臂一体连接;第一悬臂,位于所述支撑部上方,所述第一悬臂的端部固定连接有第一超声水浸探头;第二悬臂,位于所述支撑部上方并位于所述第一悬臂下方,所述第二悬臂的端部固定连接有第二超声水浸探头;位移控制模组,与所述第一悬臂和所述第二悬臂连接,用于控制所述第一悬臂和所述第二悬臂伸缩运动,通过所述第一超声水浸探头和第二超声水浸探头对所述支撑部上的工件进行缺陷检测。本发明提高了工件对准精度及检测精度。
技术研发人员:张毅,李宇,于宗芝,宋付宝,刘治东,陈文杰,金一
受保护的技术使用者:北京爱思达航天科技有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!