一种测量回转窑筒体偏心与变形的方法与流程
本发明涉及回转窑测量,具体地,涉及一种测量回转窑筒体偏心与变形的方法。
背景技术:
1、水泥回转窑是水泥熟料生产线的重要设备,回转窑状态的好坏,关系到水泥生产线的质量和产量,甚至关系到窑能否正常运行。
2、回转窑系统是由筒体、支撑装置、传动装置、液压挡轮装置、窑头、窑尾六大部分组成,回转窑的窑体与水平呈一定的倾斜,整个窑体由托轮装置支承,在运行过程中以一定的转速旋转,回转窑内部是衬砖、物料。
3、窑筒体部分是回转窑的躯干,根据水泥厂设计的产能和工艺要求确定其筒体直径,由钢板卷制而成。筒体倾斜安装在支撑装置上,沿窑筒体长度方向安装三个轮带,他承受窑筒体、物料、窑内衬的所有回转部分的重量,并将其重量传输到支撑装置上。
4、筒体横截面要保证一定的圆度或者说回转窑筒体任何横截面都应该是圆的,回转窑筒体的纵向中心线尽可能直(刚度)。实际上不论规格大小的回转窑,其筒体体都不可能保证绝对的圆和绝对的直。纵柔横刚,在长度方向柔软,在支撑处横向应保证有足够的强度。通过理论研究和许多实际检测表明,回转窑筒体最大的横向变形是在支撑部位,逐渐向跨间衰减。这就是说,只要保证支撑处的筒体有足够的刚度,跨间筒体的横向变形是很小的,完全可以保证耐火砖的稳定性。
5、此时筒体的偏心大小与变形大小至关重要,偏心与变形过大会对回转窑运转产生巨大影响。
技术实现思路
1、本发明的目的是提供一种测量回转窑筒体偏心与变形的方法,该方法通过检测数据拟合成周期性曲线从而得到窑筒体偏心与变形值大小,减小偏心与变形值较大给大齿圈以及轮带与托轮带来较大的冲击载荷,导致机械装置的过度磨损消耗,使回转窑在可控的情况下运转,避免产生机械损坏停窑以及生产事故等问题。
2、为了实现上述目的,本发明提供了一种测量回转窑筒体偏心与变形的方法,该方法包括:
3、a)通过“tomtom”软件打开筒体距离测量功能,选定测量频率;
4、b)打开距离检测装置的红外激光对准回转窑筒体焊缝两侧,选择窑筒体上数字母线或者窑门中的一者为起始点,另一者为终止点进行测量,从开始测量到结束收集完整一个周期中距离数值;
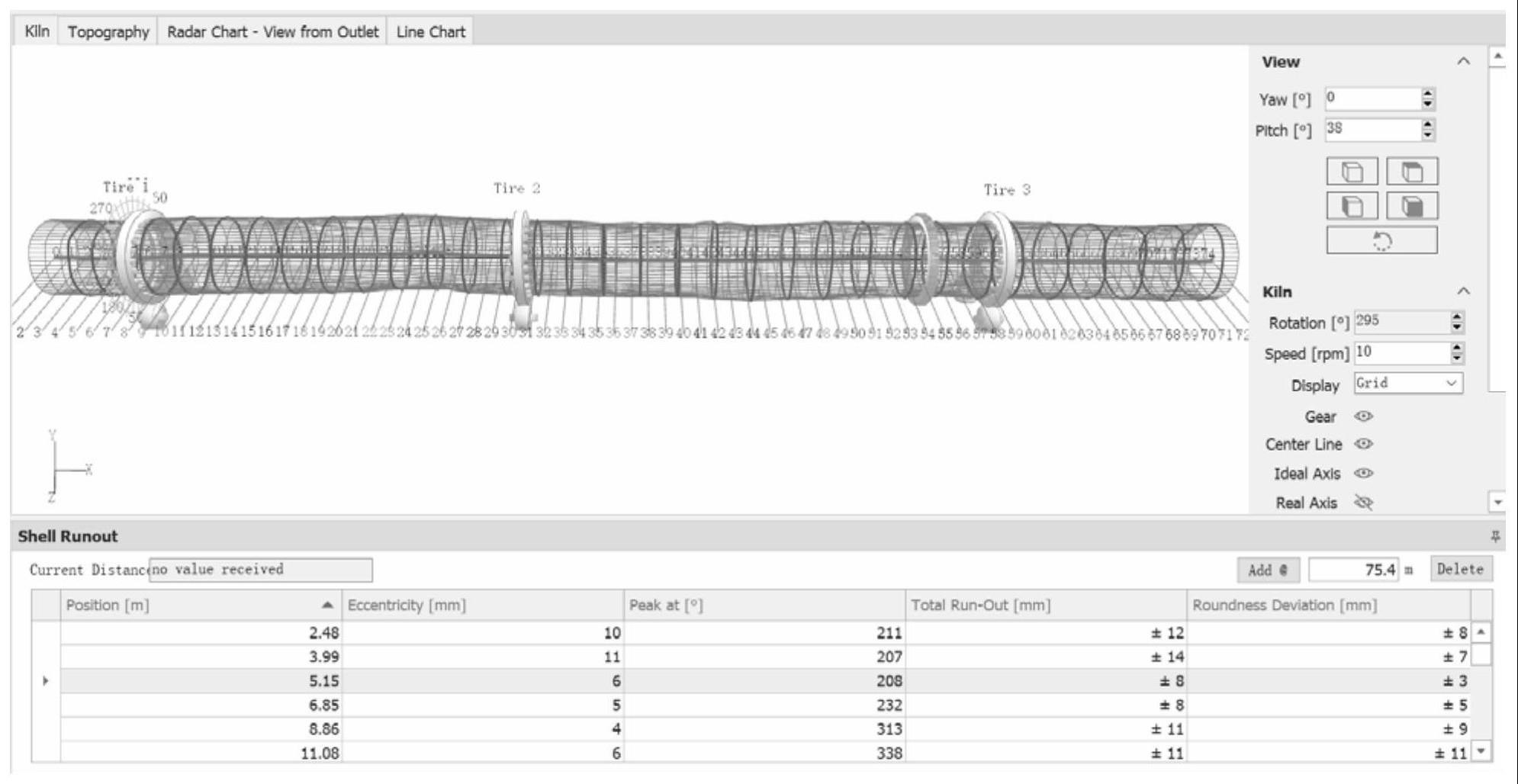
5、c)检查验收数据处理:将“tomtom”软件中“shell runout”功能收集的数据通过软件导出,将数据中心异常点去除,再将软件中每个表格中“position[m]”表示的点位更改为具体每个点在回转窑筒体上的位置米数,经过软件拟合处理得到最终回转窑筒体每个点位筒体的偏心与变形情况。
6、优选地,在步骤a)中,打开筒体距离测量功能为:选择软件中“project”中的“addshell runout”功能选项。
7、优选地,在步骤a)中,测量频率为50hz。
8、优选地,在步骤b)中,打开检测装置的红外激光对准回转窑筒体焊缝两侧包括:对准回转窑筒体焊缝两侧18-22cm处位置。
9、优选地,在步骤b)中,每个距离数值测量两遍验证准确性。
10、优选地,所述距离检测装置为激光测距仪装置。
11、国内外方法比较
12、传统方法一般将回转窑筒体内周周长十二等分,分别以1、4、7、10点,2、5、8、11点和3、6、9、12点找出3个圆心,这三个圆心组成的几何图形的中心即为窑筒体的中心,在圆心处贴好坐标纸。再用同样方法找出筒体相邻段节筒体的中心。
13、通过筒体吊装时沿圆周方向平均布置对接螺栓及压块来调节回转窑各段节筒体中心,并用激光经纬仪在夜间光线弱的环境状况下检测各段节筒体的同心度。
14、回转窑筒体偏心与变形的另一种检测方法是:分段制造运输的回转窑筒体运输到现场后,利用满足吊装需求的起重机将筒体吊装就位,并利用设备自带的连接螺栓和连接板、压板各段节筒体连接为一个整体;通过筒体吊装时沿圆周方向平均布置对接螺栓及压块来调节回转窑各段节筒体中心直线度,并且用百分表的跳动值来调整以及检测筒体同心度,确定筒体段节之间的中心误差。
15、在上述技术方案中,该方法根据工况选择仪器测量模式→仪器数据信号的收集→现场进行实际测量验证→数据处理,测量方法优势为:
16、1、利用激光测距仪装置不受时间影响,可在白天及夜晚进行测量并且可在回转窑运行过程中热态下进行测量,不受外界环境影响。
17、2、无需大型机械装置配合,缩短检测时间,高效进行检测与问题调整。
18、3、可直接查看现场检测结果,找出现场筒体偏心与变形情况,利于校正筒体偏心,利于查看出筒体真实变形情况。
19、4、检测过程人力节省,只需一至两人即可完成检测任务,省时省力且安全,无安全隐患。
20、本发明的其他特征和优点将在随后的具体实施方式部分予以详细说明。
技术特征:
1.一种测量回转窑筒体偏心与变形的方法,其特征在于,所述方法包括:
2.根据权利要求1所述的测量回转窑筒体偏心与变形的方法,其特征在于,在步骤a)中,打开筒体距离测量功能为:选择软件中“project”中的“add shell runout”功能选项。
3.根据权利要求1所述的测量回转窑筒体偏心与变形的方法,其特征在于,在步骤a)中,测量频率为50hz。
4.根据权利要求1所述的测量回转窑筒体偏心与变形的方法,其特征在于,在步骤b)中,打开检测装置的红外激光对准回转窑筒体焊缝两侧包括:对准回转窑筒体焊缝两侧18-22cm处位置。
5.根据权利要求1所述的测量回转窑筒体偏心与变形的方法,其特征在于,在步骤b)中,每个距离数值测量两遍验证准确性。
6.根据权利要求1所述的测量回转窑筒体偏心与变形的方法,其特征在于,所述距离检测装置为激光测距仪装置。
技术总结
本发明公开了一种测量回转窑筒体偏心与变形的方法,该方法包括:a)通过“TomTom”软件打开筒体距离测量功能,选定测量频率;b)打开距离检测装置的红外激光对准回转窑筒体焊缝两侧,选择窑筒体上数字母线或者窑门中的一者为起始点,另一者为终止点进行测量,从开始测量到结束收集完整一个周期中距离数值;c)检查验收数据处理:将“TomTom”软件中“Shell Runout”功能收集的数据通过软件导出,将数据中心异常点去除,再将软件中每个表格中“Position[m]”表示的点位更改为具体每个点在回转窑筒体上的位置米数,经过软件拟合处理得到每个点位筒体的偏心与变形情况。该方法通过检测数据拟合成周期性曲线从而得到窑筒体偏心与变形值大小。
技术研发人员:刘阳,舒陆华,刘翼德,王伟,舒银军,赵鹏志
受保护的技术使用者:安徽芜湖海螺建筑安装工程有限责任公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!