一种内孔端面间距测量装置的制作方法
本发明属于加工中心机床hsk主轴制造,具体涉及一种比较测量hsk主轴前端面至拉爪结合面距离尺寸偏差的测量装置。
背景技术:
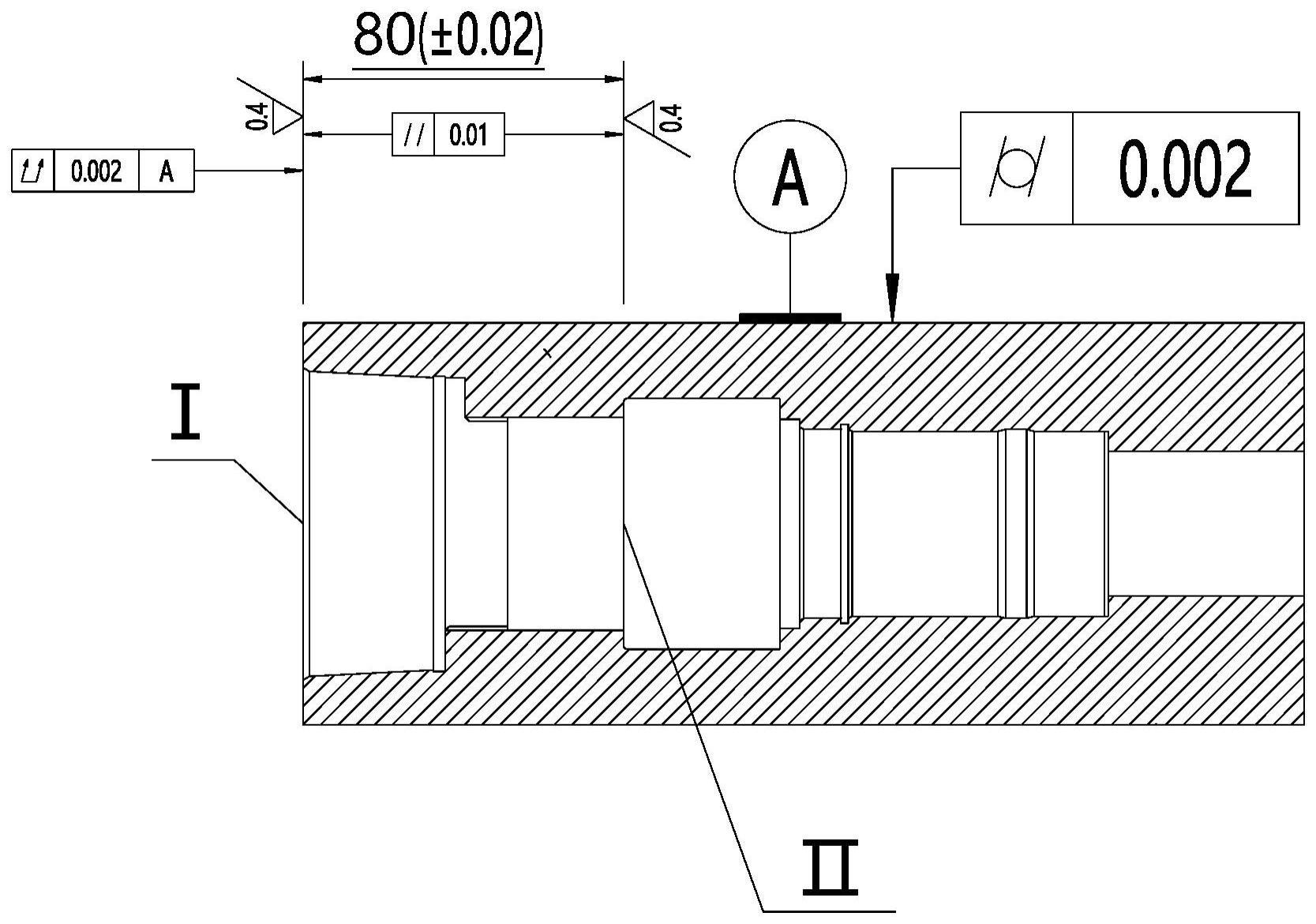
1、高精度高速加工中心大量采用hsk系列主轴,东风设备制造有限公司(dfmtp)是国内高速加工中心及其柔性线一流制造商,力求实现hsk系列机械主轴国产化替代,研发制造了hsk63和hsk100型加工中心机械主轴。该系列主轴零部件在加工和装配过程中难点众多,需逐个攻破,其中主轴零件前端面至拉爪结合面距离尺寸的测量为一难点,结构尺寸图见图1(以hsk100型为例),图1中带下划线尺寸80±0.02为主轴前端面ⅰ至拉爪结合面ⅱ距离尺寸,该两面在磨削过程中需要边加工边测量,以判断磨削余量和保证磨削后尺寸精度。该尺寸的测量,一是需要采用专用检测工具或专用量仪测量,该尺寸检测工具未见国内外相关文献报道和图纸、图片展示,处于技术保密状态;二是采用三坐标探针测量,需要将零件在加工过程中反复拆卸检测,存在费时和零件多次重复装夹带来加工找正误差问题。
技术实现思路
1、针对背景技术中描述的问题,本发明的目的在于提供一种能够简单、便捷的解决hsk主轴前端面至拉爪结合面距离尺寸测量问题的内孔端面间距测量装置。
2、为达到上述目的,本发明设计的内孔端面间距测量装置,包括套和轴;所述轴一端插入所述套中,另一端设有限位台;所述套沿其轴向设有容置所述限位台的开口槽;所述套上距离开口槽底面l处设有限位滑块;所述限位滑块一端从所述套外壁插入并与轴滑动连接;其中,l为待测内孔两端面的设计尺寸;所述轴在驱动结构的推动下向所述套内轴向滑动,直至限位台端面与开口槽底面抵接;所述套伸出驱动结构的长度为l1;
3、初始状态下,所述限位滑块顶面低于所述套的外壁,随着所述轴和套的相对滑动,所述轴将所述限位滑块顶面顶出所述套的外壁且所述限位滑块的一侧壁与待测内孔端面抵接,测量l1的值即可得到待测内孔两端面的与设计尺寸的偏差。
4、优选的,所述轴与所述限位滑块的接触面为斜面。
5、进一步优选的,所述斜面与轴线的夹角α的范围为15°~25°。
6、进一步优选的,所述斜面设有平行所述斜面的导向槽,所述限位滑块一端设有与所述导向槽截面适配的结合部。
7、再进一步优选的,所述导向槽的截面为t型。
8、优选的,所述驱动结构包括设在所述套开口槽端的外螺纹,套设在所述套上与所述外螺纹适配的驱动部。如此,通过旋转驱动部从而推动轴向套内滑动。
9、优选的,所述测量装置还包括复位结构,所述复位结构包括导向销;所述导向销一端与所述轴的端部连接,另一端穿过设在所述套上与所述导向销适配的导向孔;所述导向销上套设有弹簧;所述弹簧位于所述套内;所述导向销、限位台分别位于所述轴的两端。
10、本发明的有益效果是:本发明应用采用间接比较测量的方法,简单易行、实时、准确,结构小巧、手动操作方便,能在加工过程中精确测量hsk主轴前端面至拉爪结合面距离尺寸偏差,结构小巧、手动操作方便,稳定可靠,能在加工过程中精确测量hsk主轴前端面至拉爪结合面距离尺寸偏差,能有效帮助操作人员及时判断加工余量,精确控制加工尺寸,使得产品达到设计图纸要求。
技术特征:
1.一种内孔端面间距测量装置,其特征在于:包括套和轴;所述轴一端插入所述套中,另一端设有限位台;所述套沿其轴向设有容置所述限位台的开口槽;所述套上距离开口槽底面l处设有限位滑块;所述限位滑块一端从所述套外壁插入并与轴滑动连接;其中,l为待测内孔两端面的设计尺寸;所述轴在驱动结构的推动下向所述套内轴向滑动,直至限位台端面与开口槽底面抵接;所述套伸出驱动结构的长度为l1;
2.根据权利要求1所述的内孔端面间距测量装置,其特征在于:所述轴与所述限位滑块的接触面为斜面。
3.根据权利要求2所述的内孔端面间距测量装置,其特征在于:所述斜面与轴线的夹角α的范围为15°~25°。
4.根据权利要求2或3所述的内孔端面间距测量装置,其特征在于:所述斜面设有平行所述斜面的导向槽,所述限位滑块一端设有与所述导向槽截面适配的结合部。
5.根据权利要求4所述的内孔端面间距测量装置,其特征在于:所述导向槽的截面为t型。
6.根据权利要求1所述的内孔端面间距测量装置,其特征在于:所述驱动结构包括设在所述套开口槽端的外螺纹,套设在所述套上与所述外螺纹适配的驱动部。
7.根据权利要求1所述的内孔端面间距测量装置,其特征在于:所述测量装置还包括复位结构,所述复位结构包括导向销;所述导向销一端与所述轴的端部连接,另一端穿过设在所述套上与所述导向销适配的导向孔;所述导向销上套设有弹簧;所述弹簧位于所述套内;所述导向销、限位台分别位于所述轴的两端。
技术总结
本发明公开一种内孔端面间距测量装置,包括套和轴;轴一端插入套中,另一端设有限位台;套沿其轴向设有容置限位台的开口槽;套上距离开口槽底面L处设有限位滑块;限位滑块一端从套外壁插入并与轴滑动连接;其中,L为待测内孔两端面的设计尺寸;轴在驱动结构的推动下向套内轴向滑动,直至限位台端面与开口槽底面抵接;套伸出驱动结构的长度为L1;初始状态下,限位滑块顶面低于套的外壁,随着轴和套的相对滑动,轴将限位滑块顶面顶出套的外壁且限位滑块的一侧壁与待测内孔端面抵接,测量L1的值即可得到待测内孔两端面的与设计尺寸的偏差。本发明能在加工过程中精确测量HSK主轴前端面至拉爪结合面距离尺寸偏差。
技术研发人员:黄永强,潘拥刚,龚晓海
受保护的技术使用者:东风设备制造有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!